Ordre de Fabrication:
1.Liste des ordres de fabrication
2.Général
10.Cout Matière
11.Document
L’ordre de fabrication est un document essentiel dans le processus de production . Il constitue le lien entre la planification et l’exécution en atelier. Sa principale utilité est de traduire la demande, qu’elle provienne d’une commande client ou d’un besoin interne, en instructions concrètes pour la fabrication. L’OF précise les articles à produire, les quantités, les délais, les ressources nécessaires (machines, main-d’œuvre, matières premières) ainsi que les étapes du processus de fabrication
1.liste des Ordres de fabrication
Cette interface permet de planifier, suivre et gérer les ordres de fabrication en temps réel, avec une traçabilité complète (statuts, quantités, délais, actions utilisateurs).
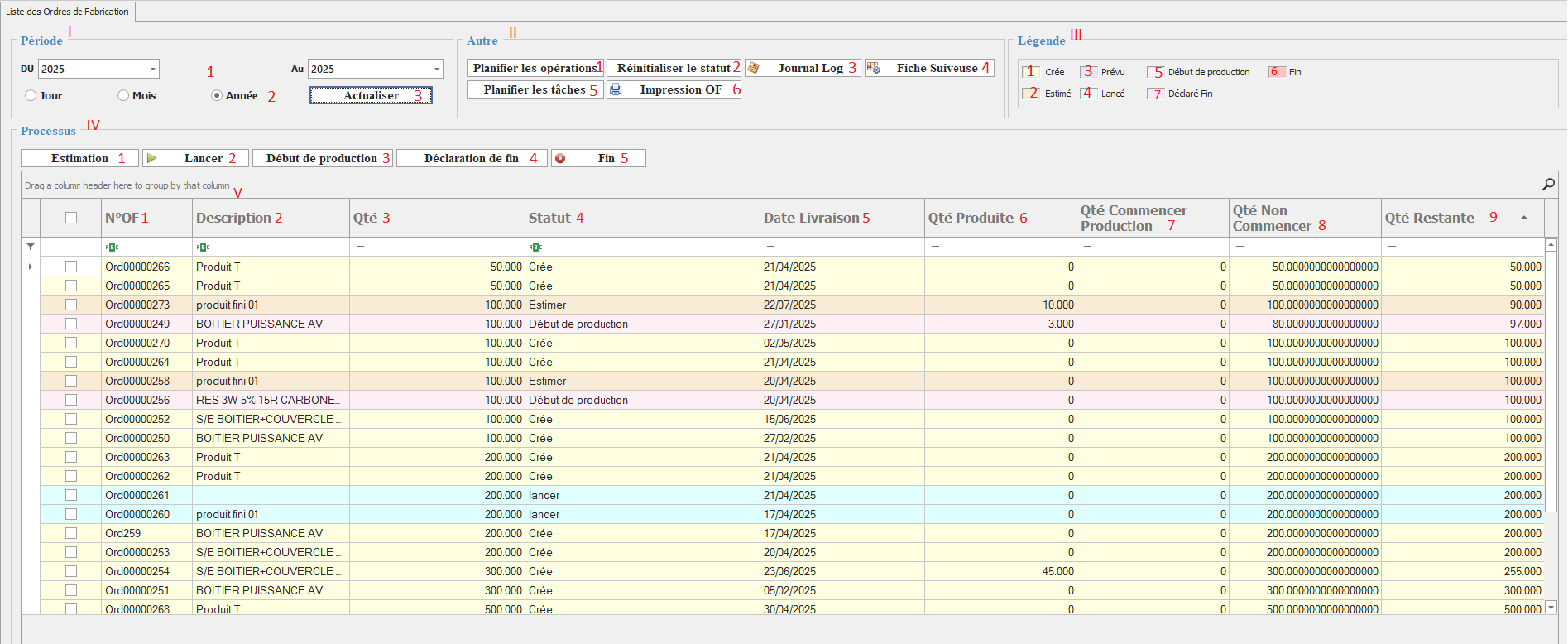
I: Zone de Période
1: DU / AU : permet de définir la période (année, mois, jour) sur laquelle on souhaite afficher les ordres de fabrication.
2: Options (Jour / Mois / Année) : permet de choisir le niveau de granularité de la période sélectionnée.
3: Bouton Actualiser : met à jour la liste des ordres affichés selon la période choisie.
II: Autres
1: Planifier les opérations : génère automatiquement le planning détaillé des opérations pour chaque OF (affectation machines/ressources).
2: Réinitialiser le statut : remet l’OF dans son état initial (utile en cas de correction ou erreur).
3: Journal Log : affiche l’historique des actions effectuées sur l’OF (traçabilité).
4: Fiche Suiveuse : imprime ou consulte la fiche papier qui accompagne l’OF en atelier (instructions de travail).
5: Planifier les tâches : organise les tâches liées à l’OF, souvent pour la main-d’œuvre.
6: Impression OF : génère une version imprimable de l’ordre de fabrication.
III: Zone Légende
-
Code couleur qui indique le statut visuel des OF :
1: Créé (jaune) : OF enregistré mais pas encore lancé.
-
2: Estimé (orange clair) : OF en phase d’estimation.
-
3: Prévu (beige) : OF prévu dans le planning.
-
4: Lancé (bleu clair) : OF validé pour exécution.
-
5: Début de production (jaune foncé) : fabrication commencée.
-
6: Fin (rose clair) : OF terminé.
-
7: Déclaré Fin (rouge clair) : OF clôturé avec bilan déclaré.
-
IV: Zone Processus
1: Estimation : calcule les besoins estimés (matières, ressources, charges) avant le lancement d’un OF.
2: Lancer : met l’ordre de fabrication au statut lancé, signifiant que sa préparation est validée.
3: Début de production : démarre officiellement la production.
4: Déclaration de fin : permet de déclarer la fin d’un OF (quantité produite, restes, pertes éventuelles).
5: Fin : clôture définitive l’ordre de fabrication.
V:Liste des OF
Chaque ligne représente un ordre de fabrication, avec les champs suivants :
1: N°OF : numéro unique d’identification de l’ordre de fabrication.
2: Description : désignation du produit à fabriquer.
3: Qté : quantité totale prévue dans l’OF.
4: Statut : état actuel de l’OF (Créé, Estimé, Lancé, Début de production, Fin, etc.).
5: Date Livraison : date prévue de livraison du produit fini.
6: Qté Produite : quantité effectivement produite jusqu’à présent.
7: Qté Commencer Production : quantité déjà engagée en fabrication.
8: Qté Non Commencer : quantité restant à lancer.
9: Qté Restante : quantité encore à produire pour atteindre l’objectif.
2.Général
Cette interface permet d’ajouter ou de modifier des ordres de fabrication. Pour cela, l’utilisateur peut créer un nouvel OF en cliquant sur le bouton Nouveau, ou modifier un OF existant en cliquant sur le bouton Modifier
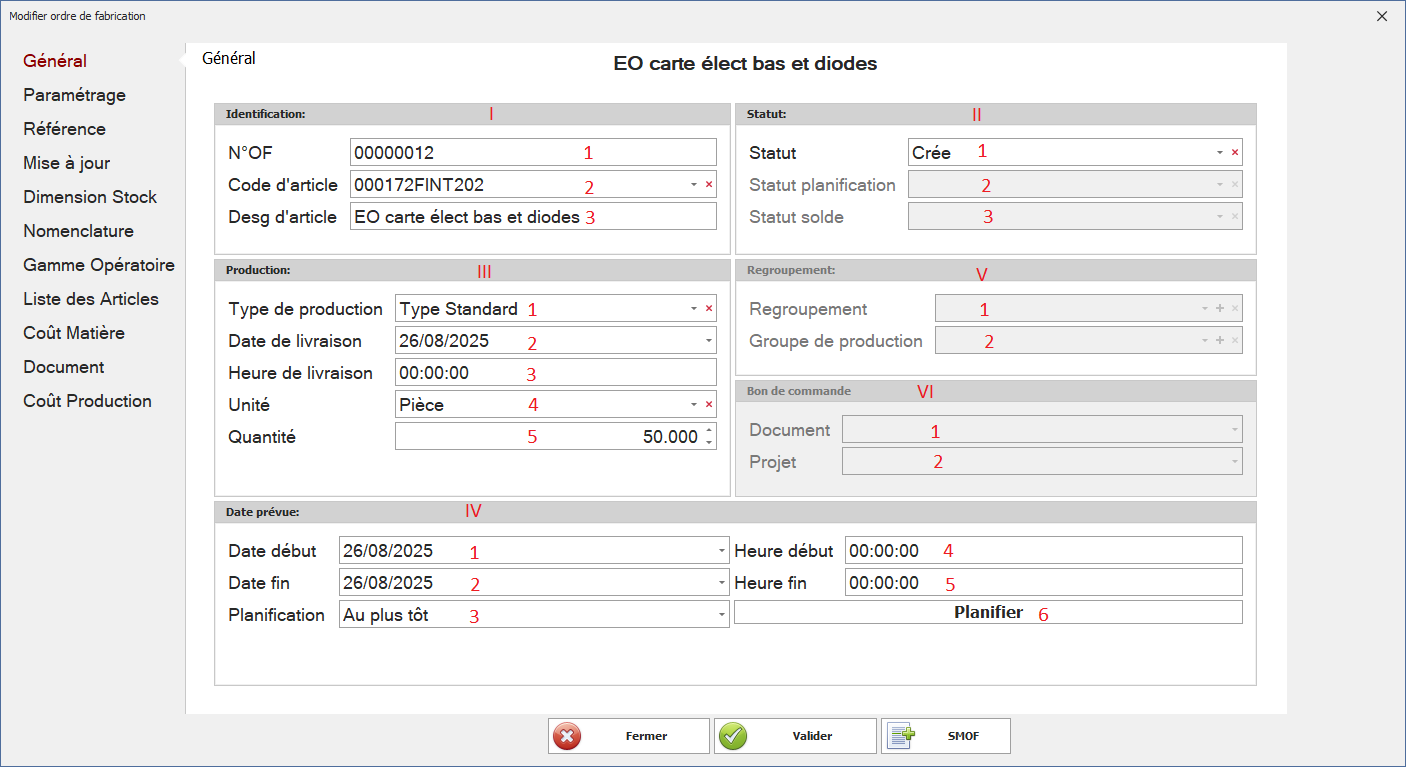
[Bloc Identification]
· N° OF : Identifiant de l'ordre de fabrication (ex. : Ord00000252).
· Code d’article : Référence article fabriqué (ex. : 1001720300).
· Désignation d’article : Libellé de l’article (ex. : S/E BOITIER+COUVERCLE).
[Bloc Production]
· Type de production : Nature de la production (ex. : Type Standard).
· Date de livraison : Date prévue pour livrer les produits finis (ex. : 20/04/2025).
· Heure de livraison : Heure de livraison (ex. : 00:00:00).
· Unité : Unité de mesure (ex. : UN = unité).
· Quantité : Quantité prévue à produire (ex. : 100.000).
[Bloc Regroupement]
· Regroupement : Permet de regrouper plusieurs OF.
· Groupe de production : Affectation à un groupe spécifique.
[Bloc Bon de commande]
· Document : Référence à un bon de commande ou document lié .
· Projet : Projet associé à cette production (vide ici).
[Bloc Date prévue]
· Date début : Début prévu de la production (ex. : 10/04/2025).
· Heure début : Heure de démarrage .
· Date fin : Fin prévue de la production (ex. : 10/04/2025).
· Heure fin : Heure de fin .
· Planification : Méthode de planification (ex. : Au plus tôt).
3.Paramétrage
L’interface « Paramétrage » permet de définir les articles nécessaires à la fabrication d’un article donné, en précisant la date et le code de la nomenclature ainsi que le code de la gamme, afin d’appeler les opérations requises pour sa fabrication
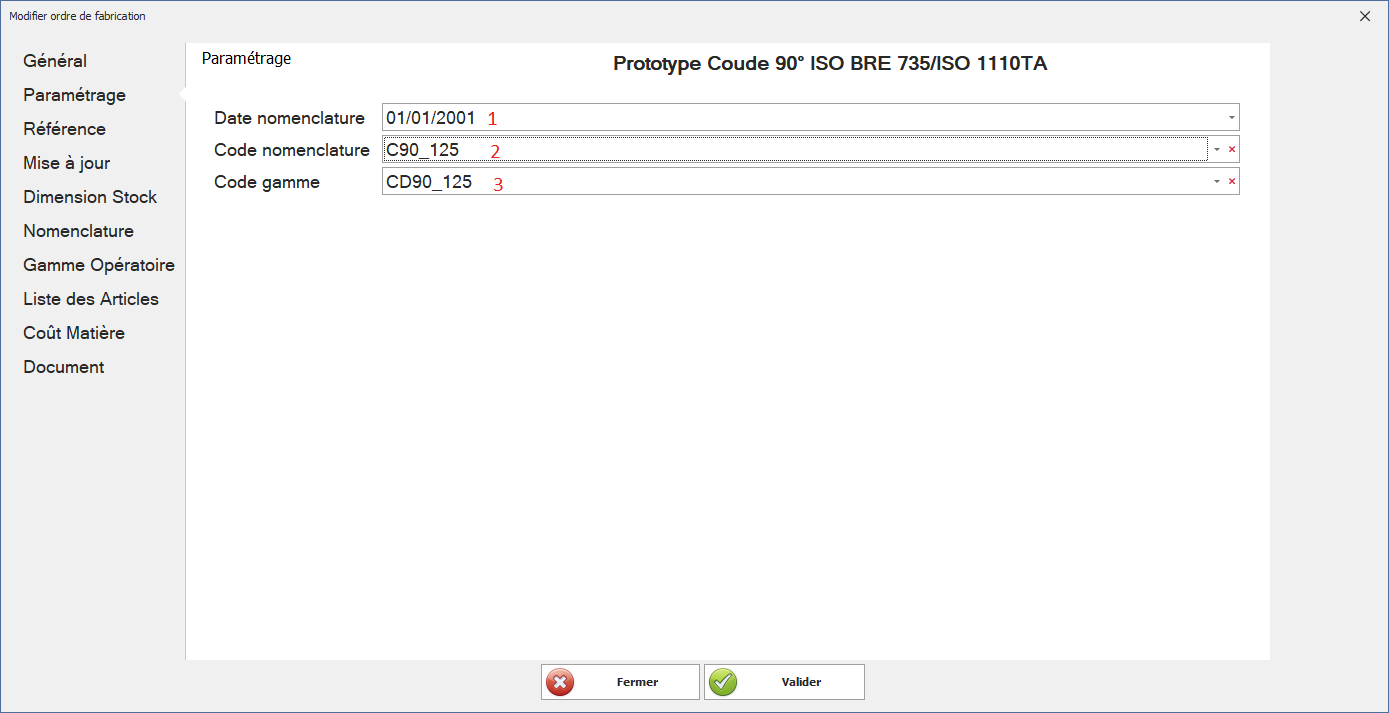
1:Date Nomenclature
-
Description : Date de validité utilisée pour sélectionner la version applicable de la nomenclature et de la gamme opératoire
2 :Code Nomenclature
-
-
Description : Référence de la nomenclature technique à utiliser pour cet ordre de fabrication.
-
3: Code Gamme Opératoire
-
Description : Référence de la gamme opératoire applicable à l’OF.
4.Référence
Cette interface permet d’identifier la référence liée à une ligne de production ou à une commande client, qu’il s’agisse d’un article ou d’un ordre prévisionnel, en saisissant l’origine de production
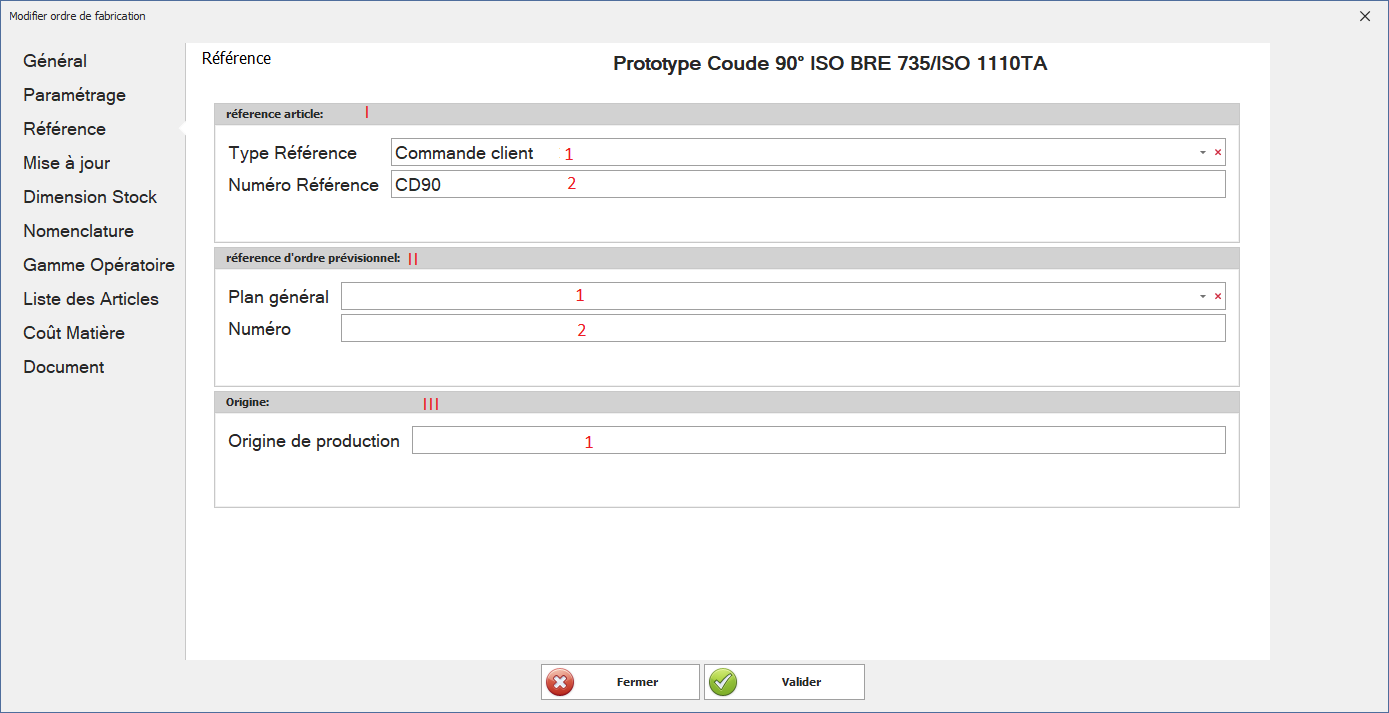
I: Référence article ]
1: Type Référence :
➤ Indique le type ou la catégorie de l’article (ex. : produit fini, composant, sous-ensemble, prototype…).
2: Numéro Référence :
➤ Code unique d’identification de l’article dans le système (ex. : 1001720300).
II: Référence d'ordre prévisionnel
1: Plan général :
➤ Nom ou identifiant du plan de production global.
2: Numéro :
➤ Référence de l’ordre prévisionnel initial.
III: Origine]
1: Origine de production :
➤ Indique la source de déclenchement de l’ordre de fabrication.
5.Mise a jour
Cette interface permet de gérer, suivre les informations de production, telles que l’estimation de la commande, la date de déclaration, la date de fin, ainsi que la dernière planification. Elle permet également d'afficher la direction concernée, la date et la durée de planification, ainsi que la quantité restante à produire
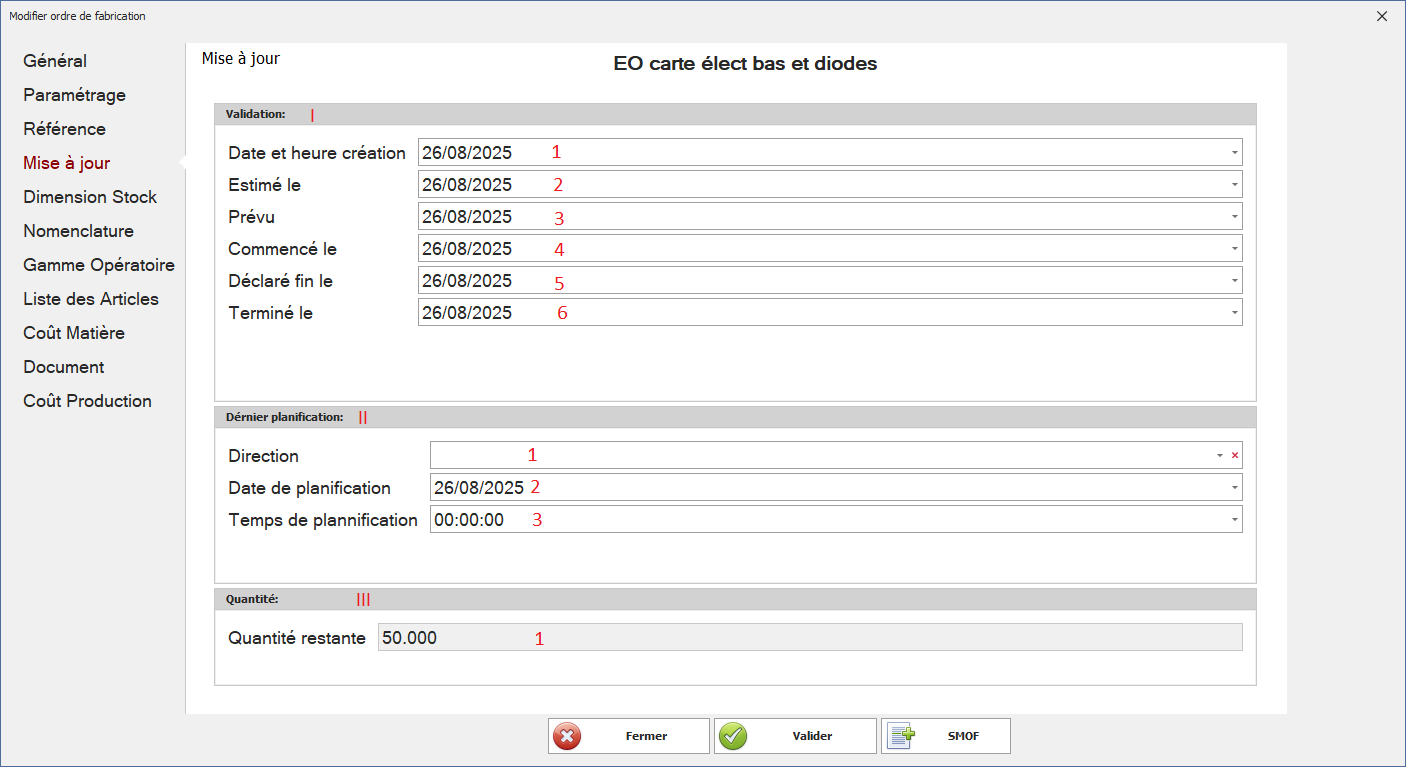
I:Bloc validation
Ce bloc permet de saisir, valider ou ajuster les dates importantes liées à l'ordre de fabrication:
-
1: Date et heure création : date de création de l’ordre dans le système.
-
2: Estimé le : date à laquelle la fin de la production est estimée.
-
3: Prévu : date planifiée pour la fin de l’ordre, selon le planning initial.
-
4: Commencé le : date réelle de début de la production.
-
5: Déclaré fin le : date déclarée par l’opérateur ou le système comme fin de production.
-
6:Terminé le : date finale enregistrée dans le système comme clôture de l’ordre.
II: Bloc Dernière Planification
Ce bloc sert à gérer la dernière planification associée à l’ordre, en cas de modification ou de replanification:
-
1: Direction : champ permettant de préciser la zone, l’unité ou la ligne de production concernée.
-
2 :Date de planification : date à laquelle cette dernière planification a été faite.
-
3: Temps de planification : durée prévue pour exécuter l’ordre (au format heures: minutes: secondes).
III: Bloc Quantité
Ce bloc permet de visualiser ou mettre à jour la quantité de production restante à réaliser:
1: Quantité restante : indique le nombre d’unités encore non produites à ce stade. Exemple : 100.000 unités.
6.Dimension Stock
cette interface permet de gérer les stock dans les site les entrepôts et l'emplacement
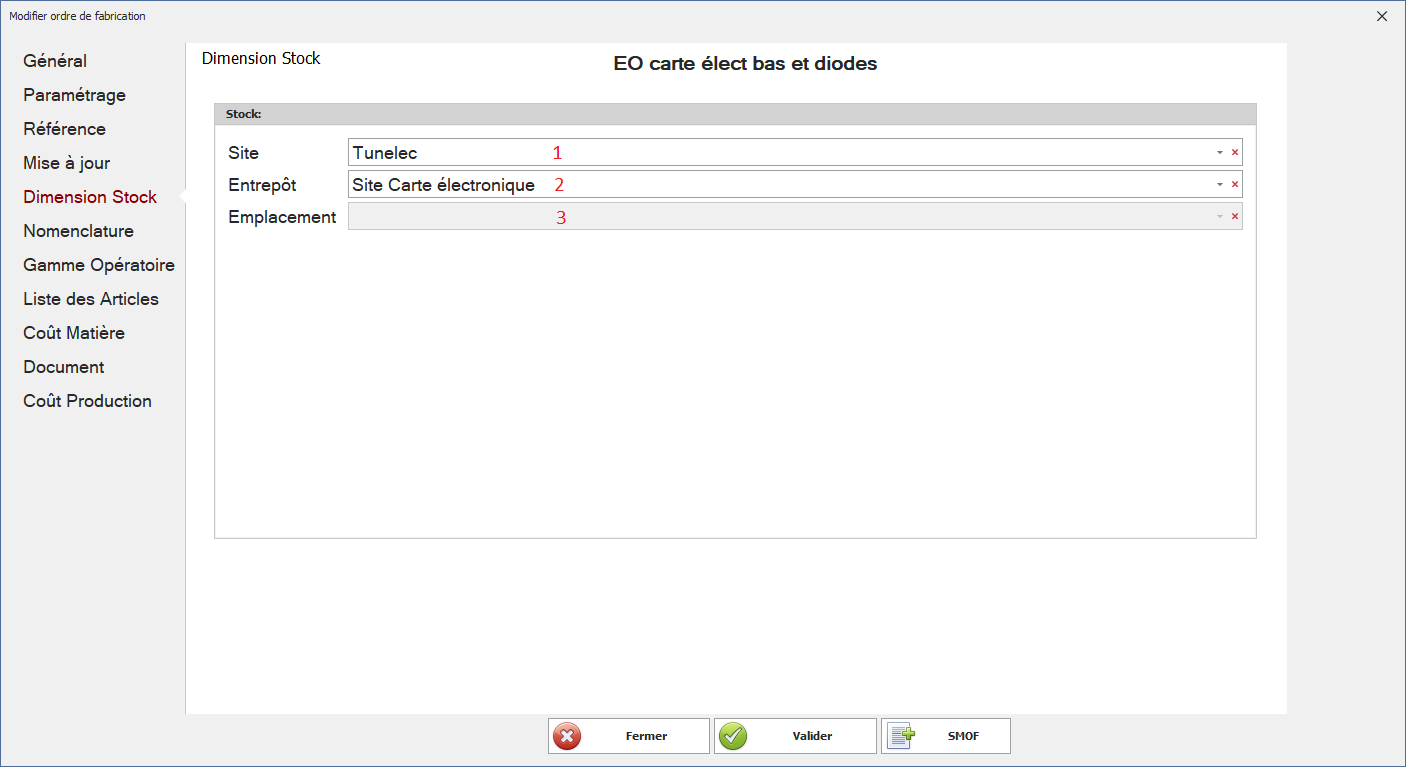
🔹1: Champ : Site
-
Description :
➤ Identifie le site physique ou géographique de production ou de stockage.
🔹2: Champ : Entrepôt
-
Description :
➤ Représente une zone de stockage au sein du site sélectionné.
🔹 3: Champ : Emplacement
-
Description :
➤ Précise un emplacement physique précis dans l’entrepôt .
7. Nomenclature
Cette interface nous permet d’identifier les articles utilisés dans la nomenclature afin de produire une quantité précise d’un produit fini.
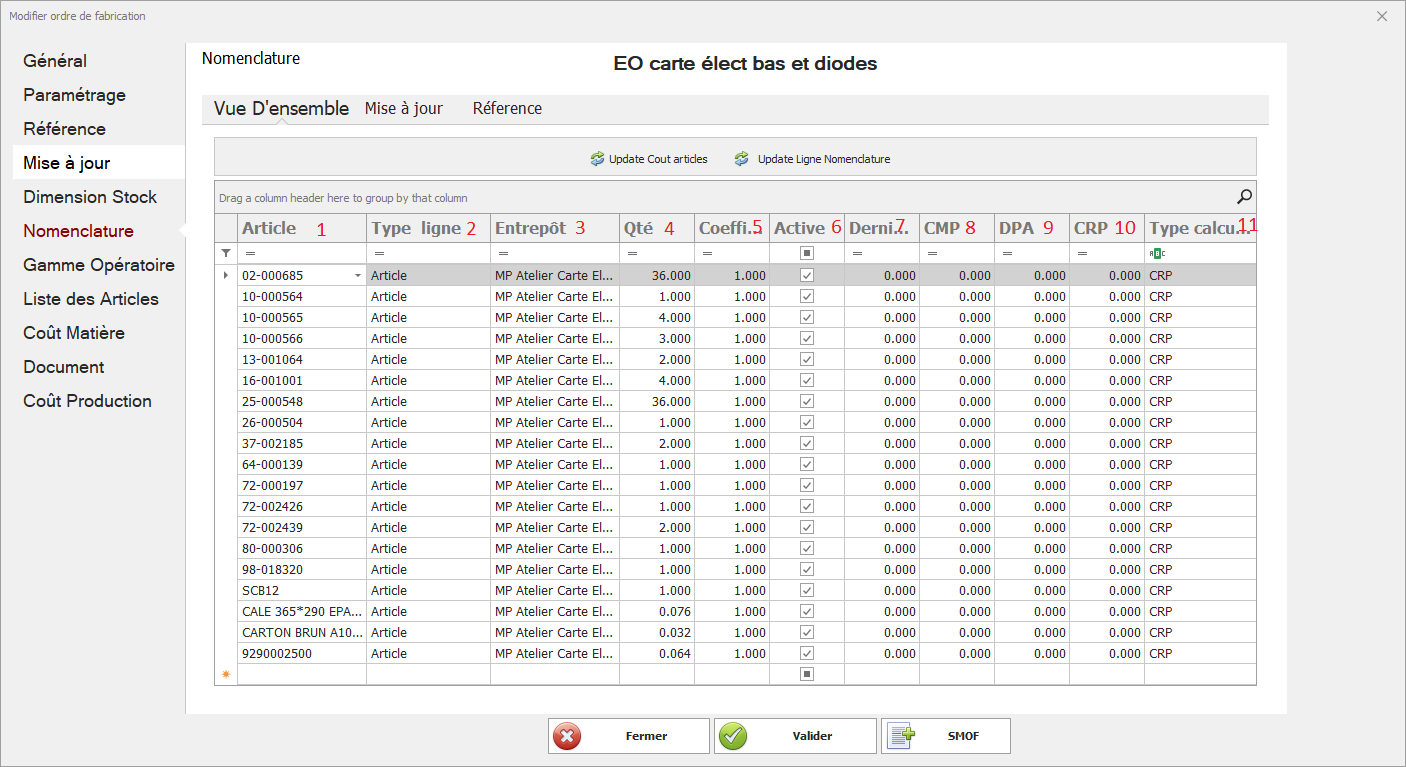
🔹 Champs de la nomenclature :
-
Type ligne: Indique la nature de la ligne dans la nomenclature.
. Entrepôt: Précise l’entrepôt de stockage du composant ou article.
Permet de déterminer l’origine logistique des composants à consommer pour la fabrication.
. Quantité : Quantité nécessaire de l’article pour produire une unité du produit fini.
Sert au calcul des besoins en composants et à la gestion des stocks.
. Active (case à cocher)
-
Indique si la ligne est active (utilisée) ou non.
-
Permet de désactiver temporairement une ligne sans la supprimer (tests, substitutions…).
-
Coefficient : Facteur multiplicatif appliqué à la quantité
.Dernier CR (Coût de revient): Représente le dernier coût unitaire enregistré du composant.
. CMP (Coût moyen pondéré) : Moyenne des prix de revient calculée selon les mouvements de stock ou achats successifs.
. DPA (Dernier prix d’achat) : Affiche le dernier prix d’achat réel de l’article auprès d’un fournisseur..
CRP (Coût de revient pondéré): Représente le coût de revient moyen basé sur les entrées successives (pondération).
. Type calcul coût : Méthode choisie pour valoriser la ligne dans le calcul global du coût de revient produit.
8.Gamme Opératoire
8.1.vue d'ensemble
L’interface vue d'ensemble permet d’identifier, structurer et organiser les opérations nécessaires à la fabrication d’un article.
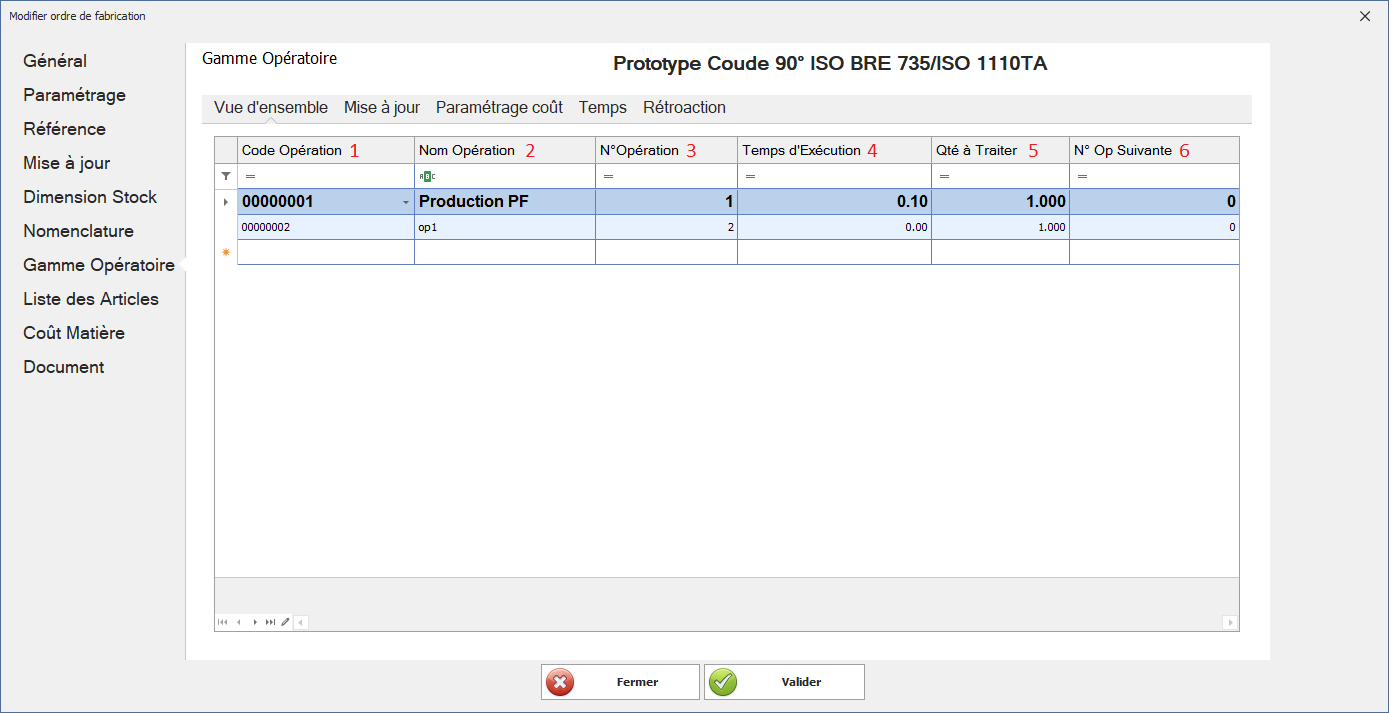
🔹 Champs de l’interface vue d'ensemble :
.1: Code opération
-
Description :
➤ Identifiant unique de l’opération dans le système.
.2: Nom opération
-
Description :
➤ Désignation claire et lisible de l’opération.
➤ Sert à décrire la tâche à réaliser.
. Numéro opération
-
3: Description :
➤ Indique la position de l’opération dans la séquence d’exécution.
. Temps d’exécution
-
4: Description :
➤ Durée estimée pour réaliser l’opération.
➤ Peut être exprimée en minutes, heures, ou secondes.
. 5: Quantité à traiter
-
Description :
➤ Quantité de pièces que l’opération doit traiter dans le cycle.
.6:Numéro opération suivante
-
Description :
➤ Spécifie quelle opération vient immédiatement après celle en cours.
➤ Permet de chaîner les étapes dans un flux logique. -
Utilité :
➤ Crucial pour la planification automatique et l’ordonnancement..
🔹 Champs de l’interface Mise a jour :
8.2.mise a jour
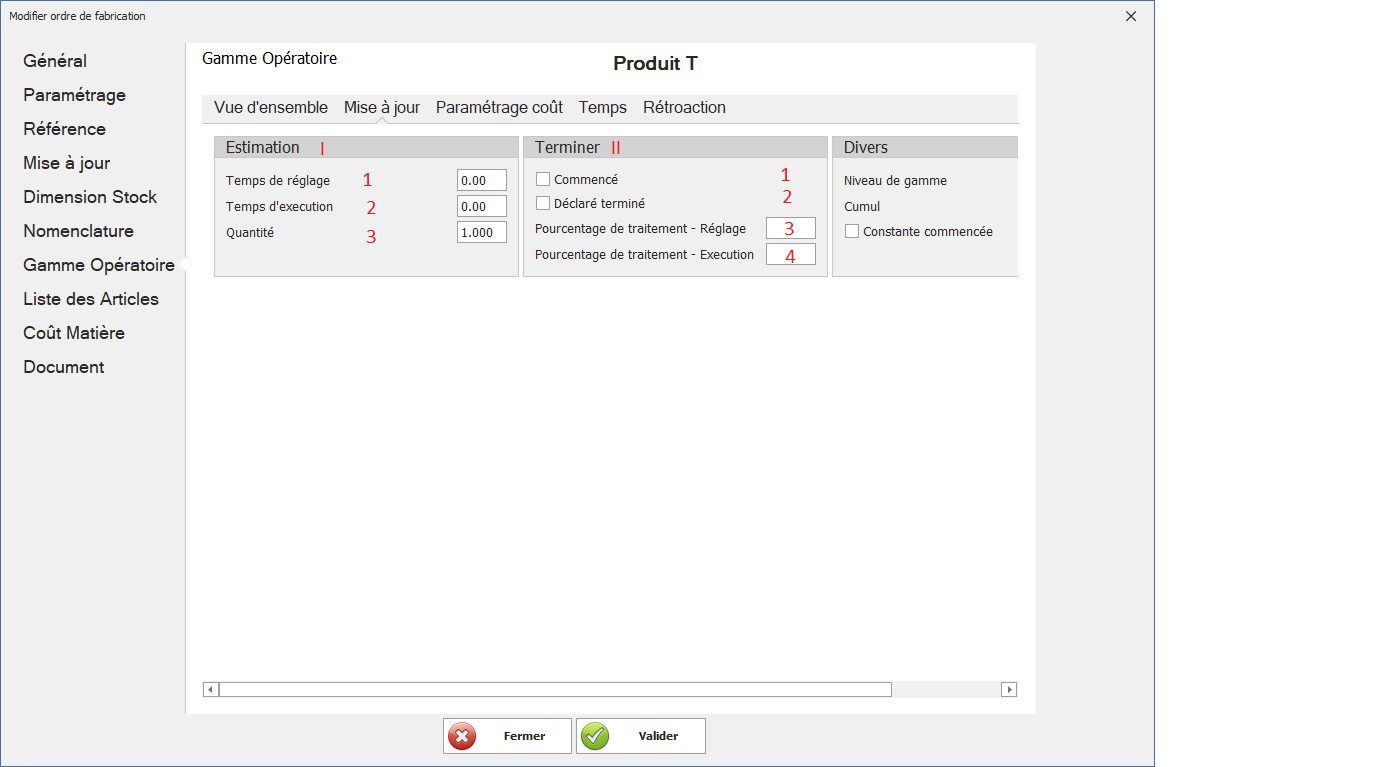
L’interface « Mise à jour » permet de suivre l’avancement opérationnel d’une tâche de production. Elle est structurée en trois blocs fonctionnels : Estimation, Terminer et Divers. Ces blocs offrent une vue sur les durées et les quantités estimées, qu’il s’agisse du temps de réglage ou du temps d’exécution, tout en affichant les actions effectuées ainsi que l’état global de traitement de l’opération
🔹 Champs de l’interface Paramétrage :
Bloc 1 : Estimation
Ce bloc regroupe les éléments prévisionnels liés à l’opération en cours.
-
Temps de réglage
Temps estimé nécessaire pour préparer la ressource avant l’exécution (ex. : installation d’un outil ou ajustement d’une machine). -
Temps d'exécution
Durée prévue pour effectuer l’opération de production sur une unité. -
Quantité
Quantité totale prévue pour l'opération ou la tâche planifiée.
Bloc 2 : Terminer
Ce bloc sert à suivre l’état d’achèvement de l’opération à travers plusieurs indicateurs et cases à cocher.
-
Commencé (case à cocher)
Permet d’indiquer si l’opération a effectivement débuté. -
Déclaré terminé (case à cocher)
Permet de signaler que l’opération est officiellement déclarée comme terminée. -
Pourcentage de traitement - Réglage (case à cocher + pourcentage)
Permet de suivre l’état d’avancement de la phase de réglage. -
Pourcentage de traitement - Exécution (case à cocher + pourcentage)
Permet de suivre l’état d’avancement de la phase d’exécution.
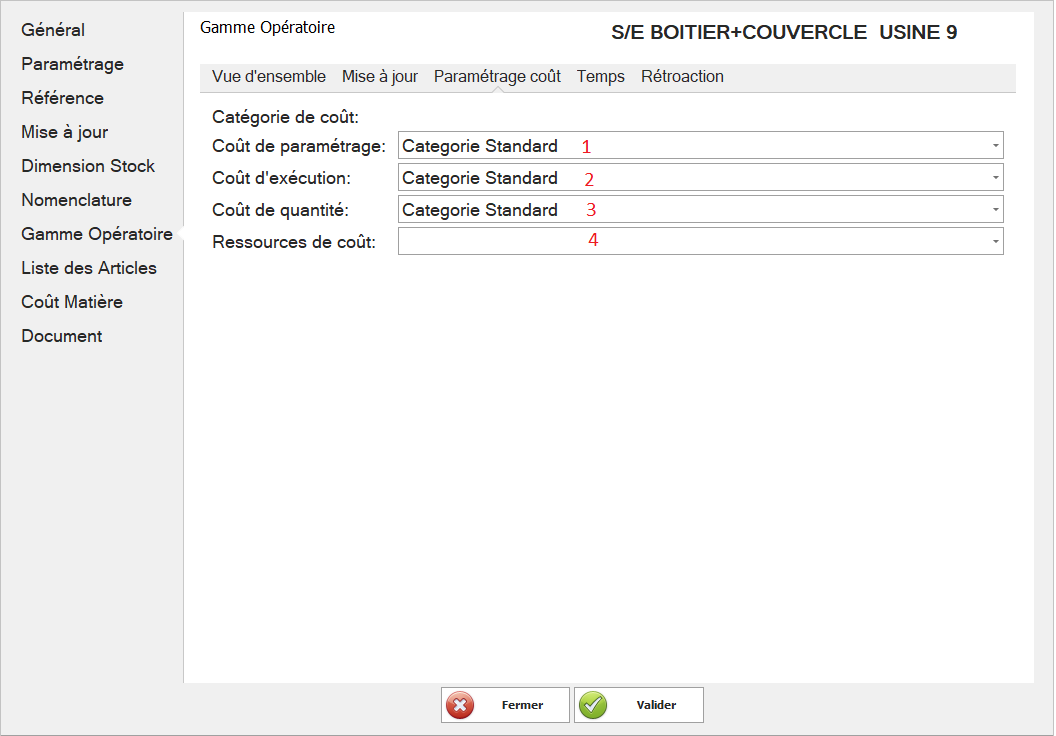
8.3.Paramétrage Cout
L’interface « Paramétrage coût » permet de définir et de maîtriser les différents coûts associés aux opérations de fabrication, qu’il s’agisse des coûts de paramétrage, d’exécution ou liés aux quantités, en appelant le type de coût approprié
🔹 Champs de l’interface Paramétrage :
. 1: Coût de paramétrage
-
Description :
➤ Représente le coût associé au réglage ou à la préparation de l’opération, indépendamment de la quantité produite. -
Utilité :
➤ Ce coût est souvent fixe par lancement, quel que soit le volume fabriqué.
.2: Coût d’exécution
-
Description :
➤ Représente le coût de réalisation de l’opération elle-même, basé sur le temps d’exécution. -
Utilité :
➤ C’est un coût variable directement lié à la durée d'exécution et à l'efficacité de production.
. 3: Coût de quantité
-
Description :
➤ Coût spécifique lié à la quantité de pièces produites, en plus du coût d’exécution. -
Utilité :
➤ Permet de valoriser les charges liées aux volumes traités.
. 4: Ressource coût
-
Description :
➤ Définit la ressource utilisée pour appliquer les coûts : machine, poste de travail, main d'œuvre , etc. -
Utilité :
➤ Sert à associer les bons coûts aux bons centres de charge.
Le calcul de cout es basé sur les documents générer a partir de Déclaration
8.4. Interface Temps
L’interface Temps permet de définir les durées prévisionnelles associées à chaque opération de la gamme opératoire.
Elle est utilisée pour :
-
Évaluer le temps total de production d’un article,
-
Optimiser l’ordonnancement des opérations,
-
Et planifier la capacité de charge des ressources.
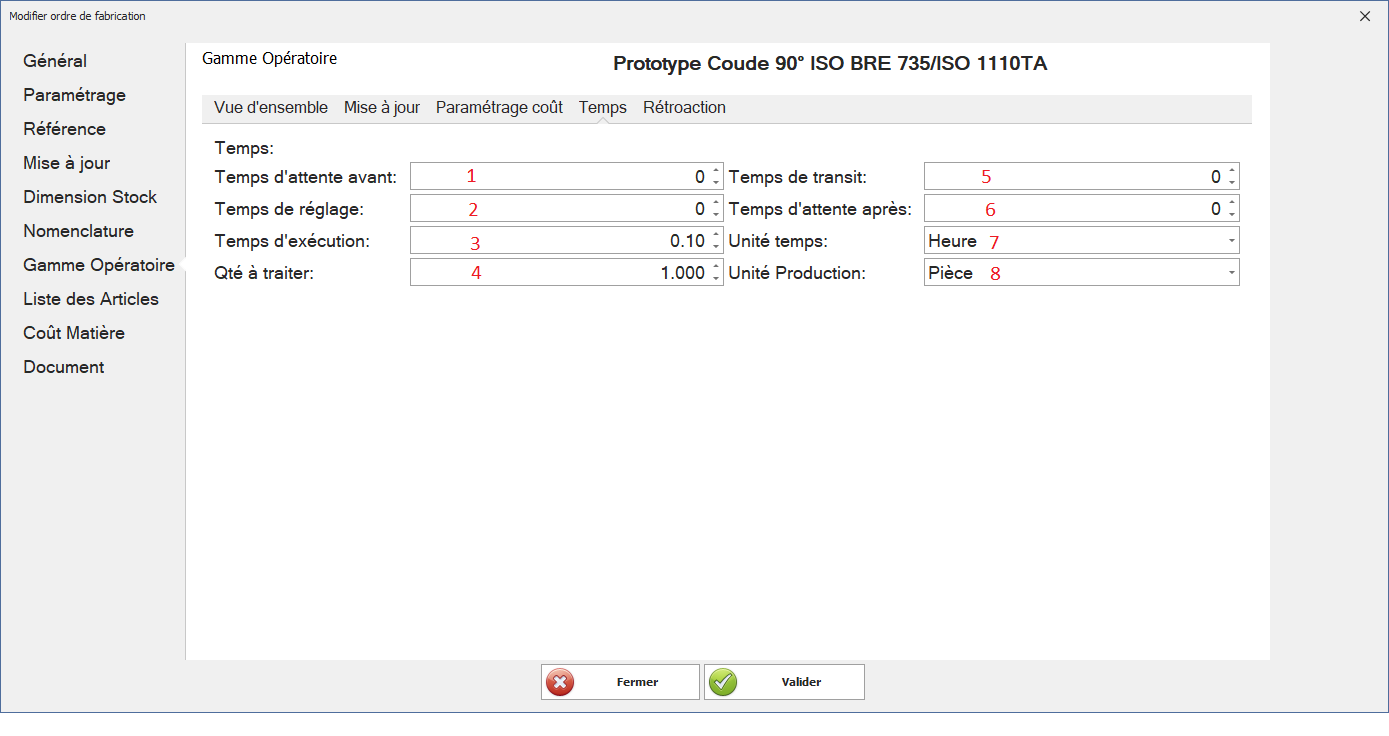
🔹 Champs de l’interface Temps :
. Temps d’attente avant: Délai entre l’arrivée de la pièce et le début réel de l’opération (attente de disponibilité machine, opérateur, ou synchronisation).
. Temps de réglage : Durée nécessaire pour préparer l’équipement ou la machine avant l’exécution .
➤ Important pour calculer le temps non productif, surtout en changement de série.
Temps réglage : Répétition ou détail du temps de mise en condition, parfois séparé selon le contexte
. Temps d’exécution : Durée nécessaire à l’exécution complète de l’opération
➤ Essentiel pour la planification des capacités et le calcul du coût direct de production.
. Quantité à traiter :Nombre d’unités sur lesquelles s’applique l’opération.
. Temps de transit : Représente le délai entre la fin d’une opération et le début de l’opération suivante.
. Temps d’attente après: Délai entre la fin de l’opération et la disponibilité effective de la pièce pour l’opération suivante.
. Unité temps : Unité de mesure utilisée pour tous les temps saisis.
. Unité de production : Spécifie l’unité sur laquelle le temps est calculé : par pièce, par lot, par opération.
8.5. Interface Rétroaction
L’interface « Rétroaction » permet de saisir et tracer les données réelles d’exécution des opérations de production, directement depuis l’atelier.
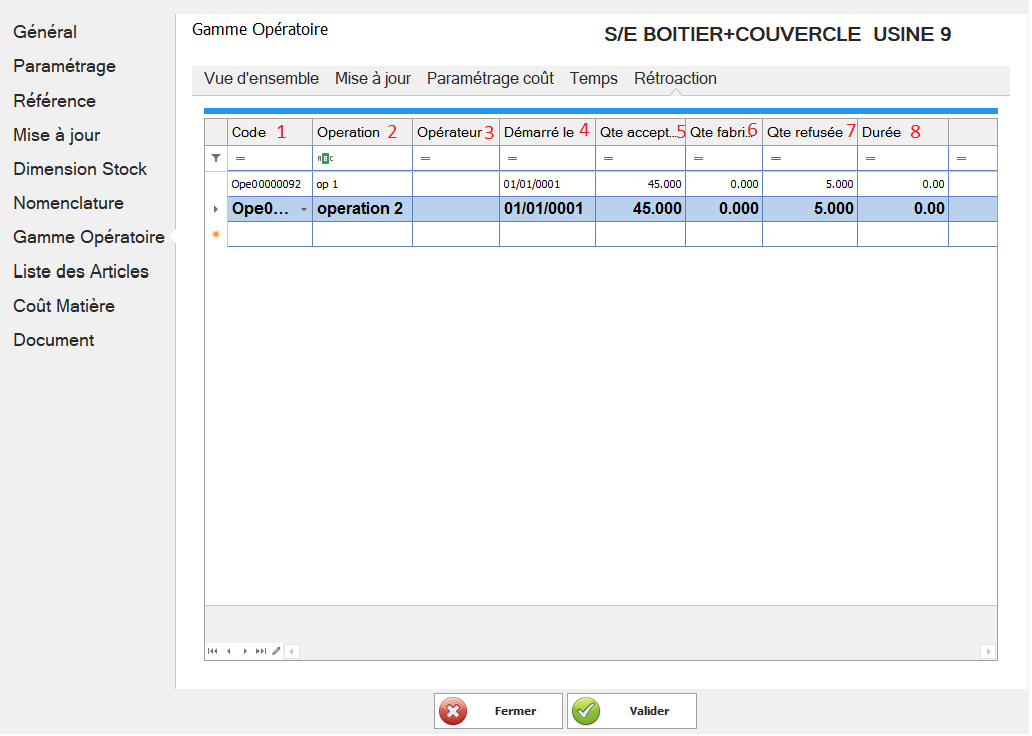
🔹Champs de l’interface Rétroaction:
. Code opération : Référence unique de l’opération réalisée.
. Opération :Libellé de l’opération effectuée.
. Opérateur : Nom ou identifiant de l’opérateur ayant exécuté l’opération.
. Démarré le : Date et heure de démarrage de l’opération.
. Quantité acceptée : Nombre de pièces produites qui répondent aux critères de qualité.
. Quantité fabriquée : Quantité totale produite, incluant les pièces acceptées et refusées.
.Quantité refusée : Nombre de pièces rejetées pour non-conformité.
. Durée Temps total passé pour réaliser l’opération (par l’opérateur ou machine).
9. Liste des articles
Cette interface permet de visualiser les articles associés à un ordre de fabrication (OF) ou à un assemblage spécifique. Elle fournit une vue synthétique de :
-
l’article principal concerné,
-
la quantité totale à produire ou à livrer,
-
et les éventuelles lignes de regroupement (BC)
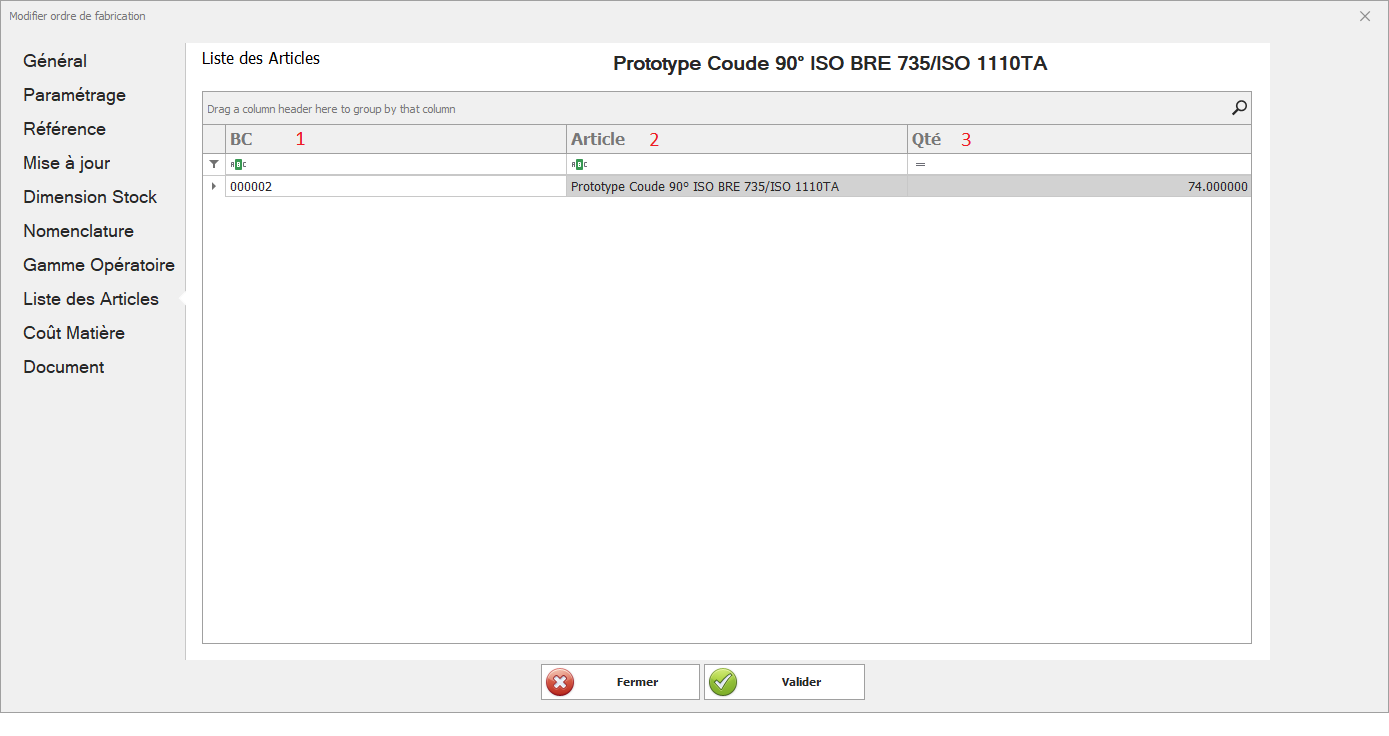
🔹 Champs de l'interface Liste des articles
. 1: BC :Code de regroupement ou de référence interne lié à l’ordre ou à un bon de commande (BC).
.2: Article :Nom ou désignation de l’article a fabriqué
. 3: Qté (Quantité) : Quantité totale prévue de l’article à produire, à livrer ou à assembler.
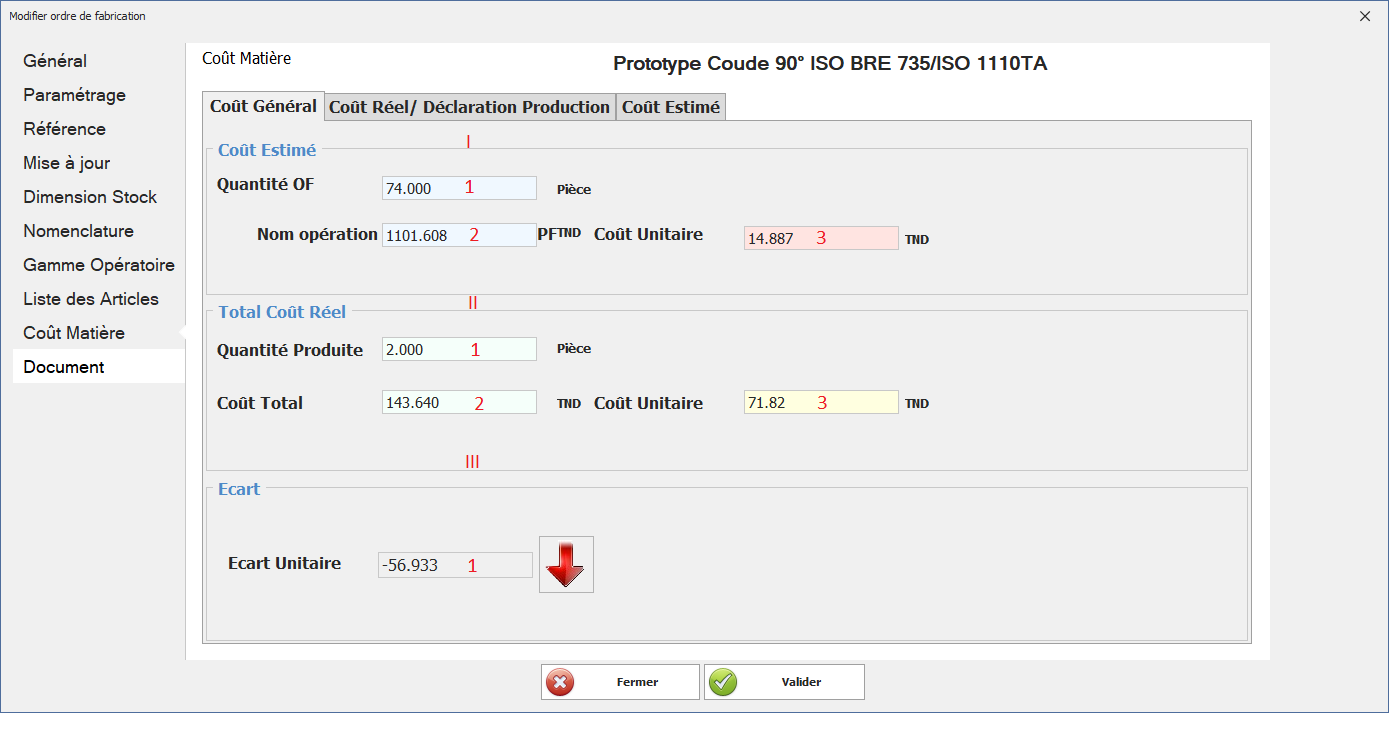
10.Cout Matière
10.1.Cout Général
L’onglet Coût Général de l’interface "Coût Matière" permet d’évaluer globalement les coûts estimés et réels liés à une opération de fabrication
🔹Champs de l’interface Rétroaction:
🔹 Coût Estimé
-
Quantité OF
➤ Quantité planifiée dans l’Ordre de Fabrication. -
Nom opération
➤ Référence ou identifiant de l’opération prévue. -
Coût Unitaire (estimé)
➤ Coût prévu pour produire une unité selon l’estimation.
🔹 Total Coût Réel
-
Quantité Produite
➤ Quantité réellement produite (saisie ou déclarée). -
Coût Total
➤ Coût réellement engagé pour la production. -
Coût Unitaire (réel)
➤ Résultat du calcul : Coût total ÷ Quantité produite
🔹 Écart
-
Écart Unitaire
➤ Différence entre coût réel unitaire et coût estimé unitaire.
Permet de visualiser les écarts de performance. -
Flèche (verte)
➤ Indicateur visuel montrant si l’écart est positif ou négatif.
10.2.Cout Réel/Déclaration Production
L’interface Coût Réel / Déclaration Production du module Coût Matière permet de collecter et d’analyser les données réelles de production liées à un ordre de fabrication (OF). Elle sert à :
-
Calculer les coûts réels unitaires et totaux.
-
Comparer les consommations prévues à celles effectivement réalisées.
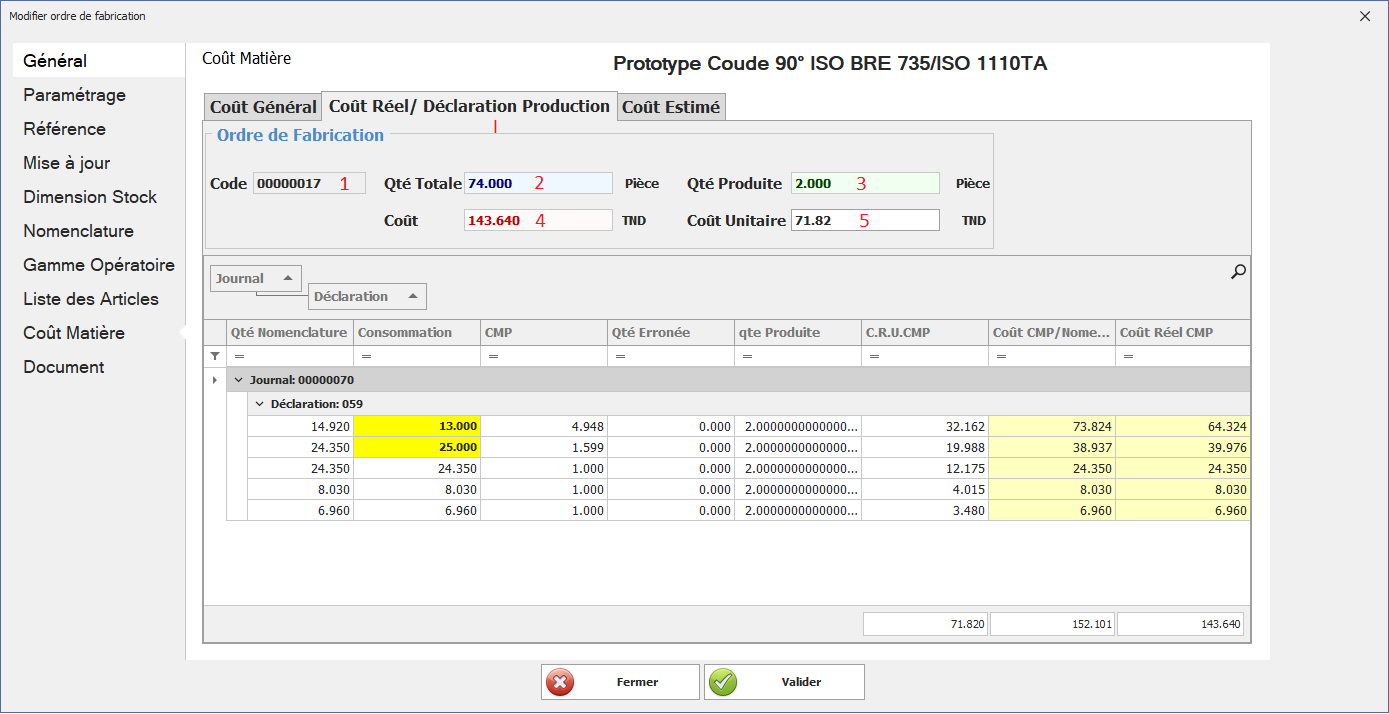
🟦 Ordre de Fabrication (bloc supérieur)
-
1: Code
➤ Référence de l’ordre de fabrication
Identifie le lot ou la commande de production. -
2: Qté Totale
➤ Quantité prévue à produire -
3: Qté Produite
➤ Quantité réellement fabriquée et déclarée. -
4: Coût
➤ Coût total constaté pour la production effectuée. -
5: Coût Unitaire
➤ Coût moyen par unité produite.
Formule : Coût total ÷ Qté produite.
10.3.Cout Estimé
L’interface Coût Estimé permet d’évaluer de manière prévisionnelle les coûts liés aux matières nécessaires à la fabrication d’un article. Elle offre une visibilité sur les quantités estimées, les coûts unitaires et totaux, ainsi que les bases de calcul cout utilisées (paramétré dans fiche article). Cela permet une meilleure anticipation budgétaire et une gestion optimisée des ressources.
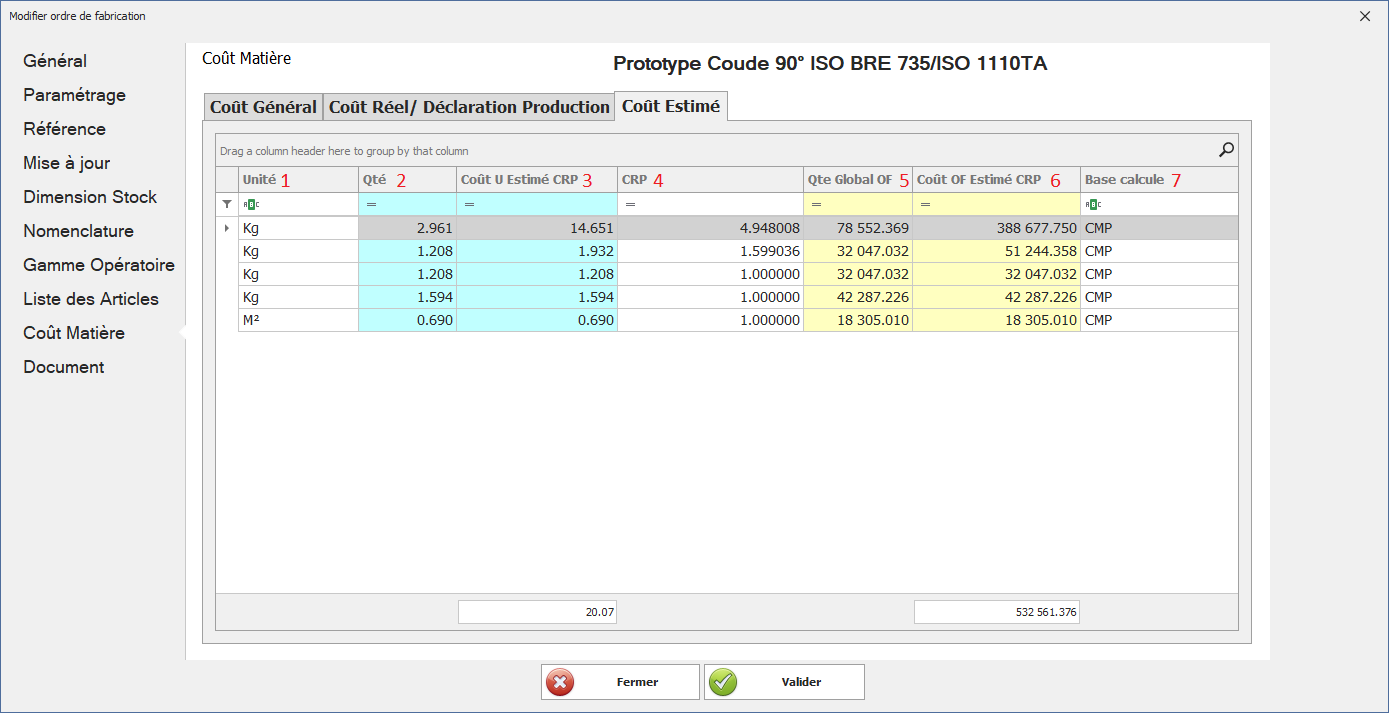
● 1: Unité
Unité de mesure dans laquelle la matière est exprimée (ex. : Kg, M²). Elle permet de normaliser les quantités et les coûts.
● 2: Qté
Quantité estimée de matière nécessaire pour produire une unité de l’article fini.
● 3: Coût U Estimé CRP
Coût unitaire estimé de la matière, basé sur le Coût de Revient Pondéré (CRP). Il s’agit du coût prévisionnel pour une unité de matière.
●4: CRP
Valeur de référence du Coût de Revient Pondéré appliqué à l’unité concernée. Ce coût inclut en général l’achat, le transport, et d’autres frais indirects.
●5: Qte Global OF
Quantité totale de matière requise pour couvrir la totalité de l’ordre de fabrication (OF), calculée en fonction de la quantité à produire.
● 6: Coût OF Estimé CRP
Coût total estimé des matières pour l’ensemble de l’ordre de fabrication, basé sur le CRP et la quantité globale.
●7: Base calcul
Méthode utilisée pour calculer les coûts. Dans cet exemple, "CMP" signifie Coût Moyen Pondéré, qui est une méthode d’évaluation des stocks et des consommations
11. Document
11.1. Bon de Prélèvement
L’interface Bon de prélèvement permet suivre la liste des documents liés à la consommation des articles ou matières depuis les dépôts, dans le cadre d’un processus de production. C'est un document qui permet la décrémentation stock des articles consommés.
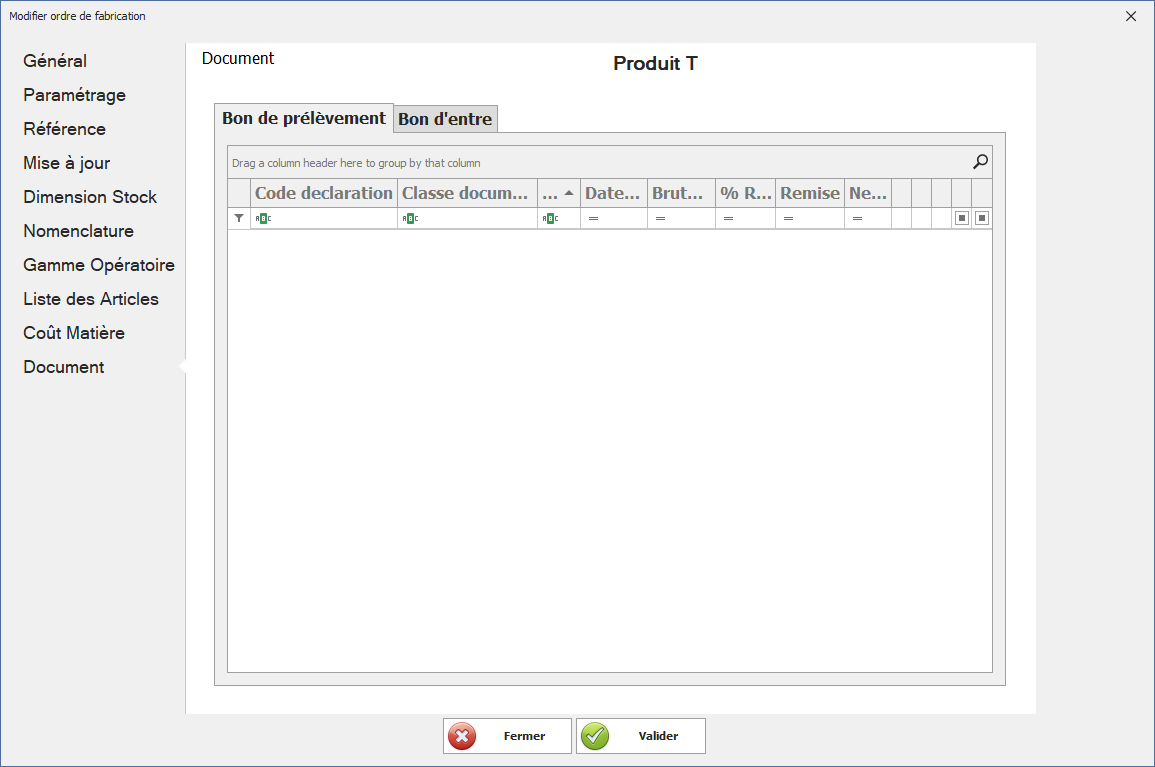
● Code
Identifiant unique du bon de prélèvement. Il assure la traçabilité et la distinction entre les différents documents.
● Déclaration
Référence à la déclaration ou opération de production associée au prélèvement.
● Classe document
Type ou catégorie du document (ex. : bon interne, bon de sortie, transfert...). Elle peut influencer la comptabilisation ou le traitement logistique.
● Code
(Répétition possible avec le champ précédent : si c’est un deuxième code, il peut s’agir du code article ou d’un code interne à l’opération.)
● Date doc
Date de création ou d’émission du bon de prélèvement. Elle détermine le moment de la sortie du stock.
● Brut HT
Montant total hors taxes avant application de toute remise. C’est le coût initial des articles prélevés.
● % Remise
Pourcentage de remise appliqué sur le montant brut.
● Remise
Montant en valeur de la remise, calculée à partir du pourcentage défini.
● Net HT
Montant total hors taxes après application de la remise.
● TVA
Montant de la taxe sur la valeur ajoutée applicable aux articles prélevés.
● TIMBRE
Montant de la taxe de timbre (si applicable), généralement utilisé dans les contextes fiscaux locaux.
● TTC
Montant total toutes taxes comprises, représentant la valeur finale du bon de prélèvement à comptabiliser.
● Affecté CMP
Indique si le prélèvement est affecté au coût moyen pondéré (CMP). Cela signifie que le mouvement est pris en compte dans la valorisation comptable du stock.
● Affecté Stock
Indique si le prélèvement a bien été intégré dans le système de gestion de stock, c’est-à-dire si la quantité a été déduite du stock réel.
11.2. Interface Bon d'entre
L’interface Bon d’entrée permet d'afficher les bon entre produit fini (BEPF) , qui présente les mouvements d’entrée de Production des produit fini ou semi fini. Elle assure l'incrémentation automatique des stocks.
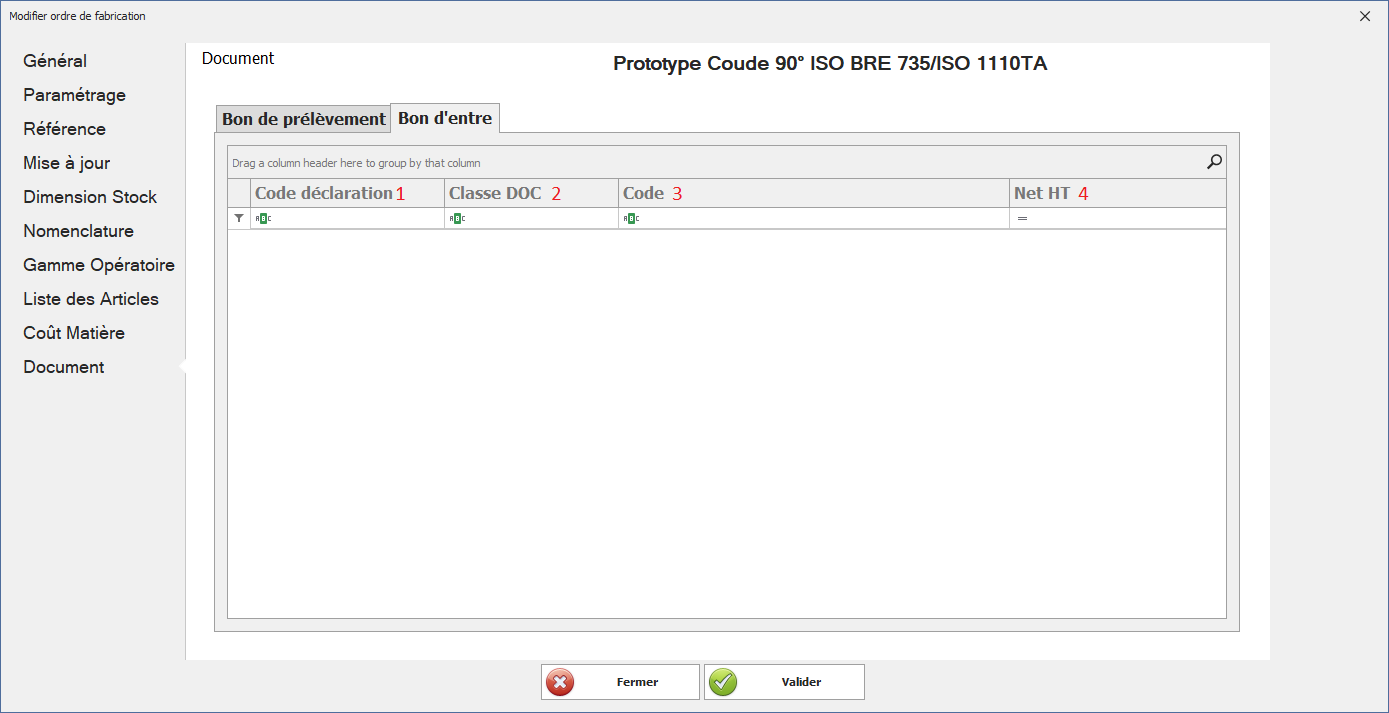
●1: Code déclaration
Identifiant unique présente la déclaration du bon d’entrée.
● 2: Classe document
Catégorie du document d’entrée (ex. : entrée achat, retour production, ajustement...).
● 3: code :
code de document bon d'entre
●4: Net HT
Montant hors taxes après déduction de la remise. Il représente la base de calcul des taxes.
11.Planification OF
Cette interface permet de planifier visuellement les Ordres de Fabrication (OF) sur une période donnée. Elle offre une vue Gantt intuitive pour suivre l’organisation temporelle des OF, contrôler leur durée, éviter les chevauchements, et ajuster les délais selon les contraintes de production.
Cette interface est cruciale pour :
-
Assurer une planification cohérente et réaliste des ordres de fabrication.
-
Optimiser l’utilisation des ressources et du temps.
-
Visualiser facilement les enchaînements, retards ou chevauchements.
-
Coordonner la production avec d'autres départements (approvisionnement, qualité...).
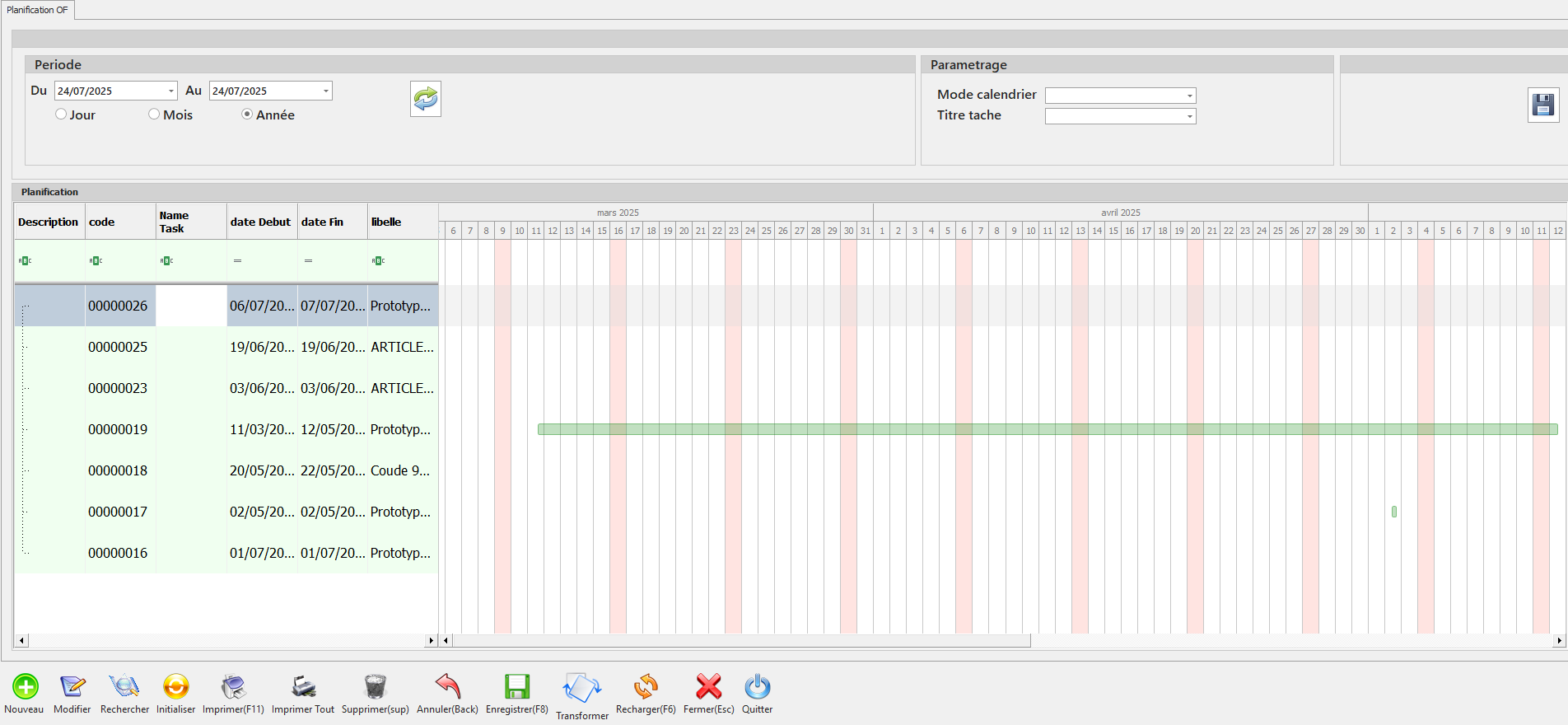
🔹 Période de planification
En haut à gauche de l’écran, une zone permet de définir la période d’affichage du planning :
-
Du / Au : Sélection des dates de début et de fin de la période de visualisation.
-
Vue par :
-
Jour
-
Mois
-
Année
Ce choix permet d’adapter l’échelle temporelle du Gantt selon le niveau de détail souhaité.
-
-
Bouton actualiser 🔄 : Recharge les données en fonction des filtres sélectionnés.
🔹 Paramétrage
Sur la partie supérieure droite :
-
Mode calendrier : Champ déroulant permettant de choisir un affichage particulier (ex : par Heure ,jour , par semaine...).
-
Titre tâche : Permet de personnaliser le titre qui sera affiché sur chaque barre de planning
🔹 Tableau des OF planifiés (zone à gauche)
Ce tableau liste les Ordres de Fabrication inclus dans la période définie, avec les colonnes suivantes :
-
Description : Détail ou commentaire libre concernant l’OF.
-
Code : Identifiant unique de l’OF.
-
Name Task : Nom de la tâche ou opération principale associée à l’OF.
-
Date Début : Date prévue de démarrage de l’ordre de fabrication.
-
Date Fin : Date prévue de fin de l’ordre.
-
Libellé : Libellé de l’article ou du produit à fabriquer.
🔹 Vue Gantt (zone centrale/droite)
Une grille temporelle affiche les OF sous forme de barres horizontales vertes :
-
Chaque ligne correspond à un OF.
-
La barre verte représente la durée de réalisation prévue (du début à la fin).
-
Les jours sont répartis en colonnes, avec les week-ends ou jours non ouvrés potentiellement marqués en rouge.
-
Cette visualisation facilite la détection des chevauchements et la répartition des charges dans le temps.
12.Déclaration Tactile
12.1. Déclaration Production
Cette interface sert à enregistrer, pour un ordre de fabrication, les quantités réellement produites (acceptées et rebuts) ainsi que la consommation des matières. Il affiche le contexte de l’OF (article, quantités prévues/déclarées/restantes) et propose les consommations théoriques à ajuster. En validant, le système met à jour les stocks, l’avancement de l’OF et la traçabilité des opérations
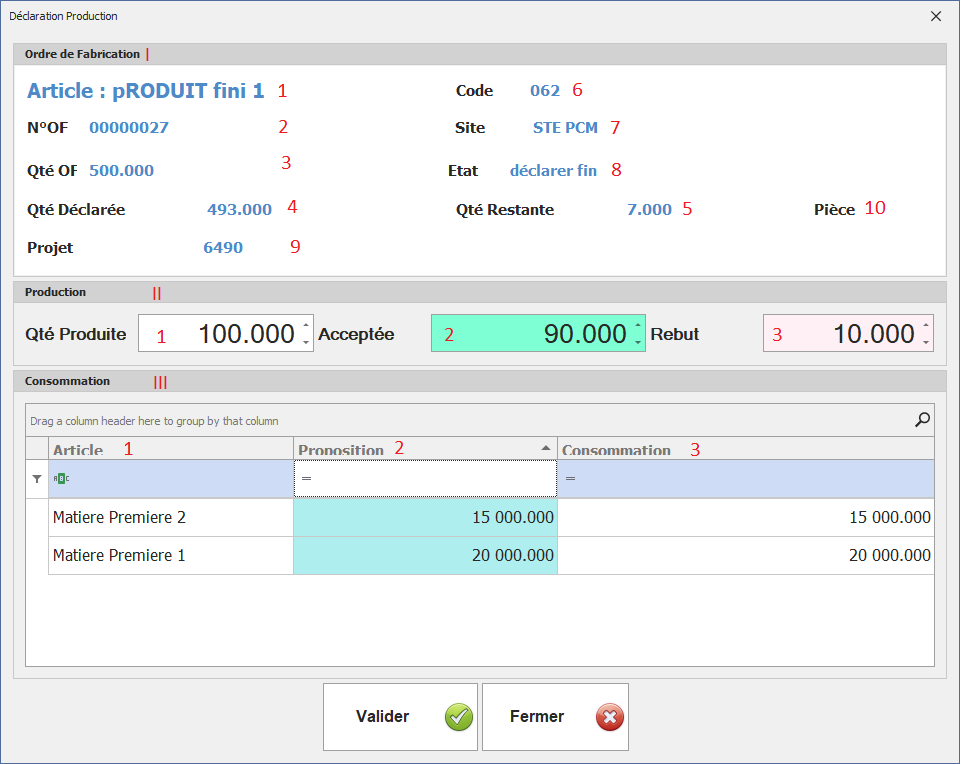
. Informations de l’Ordre de Fabrication
-
Article : Produit fini concerné (ex. PRODUIT fini 1).
-
N°OF : Numéro unique de l’ordre de fabrication (ex. 00000027).
-
Qté OF : Quantité totale à produire (ex. 500,000).
-
Qté Déclarée : Quantité déjà déclarée à ce jour (ex. 493,000).
-
Qté Restante : Quantité qu’il reste à produire (ex. 7,000).
-
Code : Code interne de l’article ou de l’ordre (ex. 062).
-
Site : Site de production (ex. STE PCM).
-
État : Statut actuel de l’OF (ici : déclarer fin).
-
Projet : Code projet associé (ex. 6490).
-
Pièce : Unité de mesure.
. Zone Consommation
Cette zone permet de saisir ou vérifier la consommation des matières premières :
-
Article : Nom de la matière utilisée (Matière Première 2, Matière Première 1).
-
Proposition : Quantité théorique calculée ou proposée par le système (ex. 15,000,000 et 20,000,000).
-
Consommation : Quantité réellement consommée par l’opérateur (ici identique à la proposition).
. Zone Production
-
Qté Produite : Quantité produite lors de cette déclaration (ex. 100,000).
-
Acceptée : Quantité validée comme conforme (ex. 90,000).
-
Rebut : Quantité rejetée ou non conforme (ex. 10,000).
. Actions disponibles
-
Valider : Enregistre la déclaration de production et la consommation des matières.
-
Fermer : Ferme la fenêtre sans enregistrer.
12.2. Liste Déclaration Production
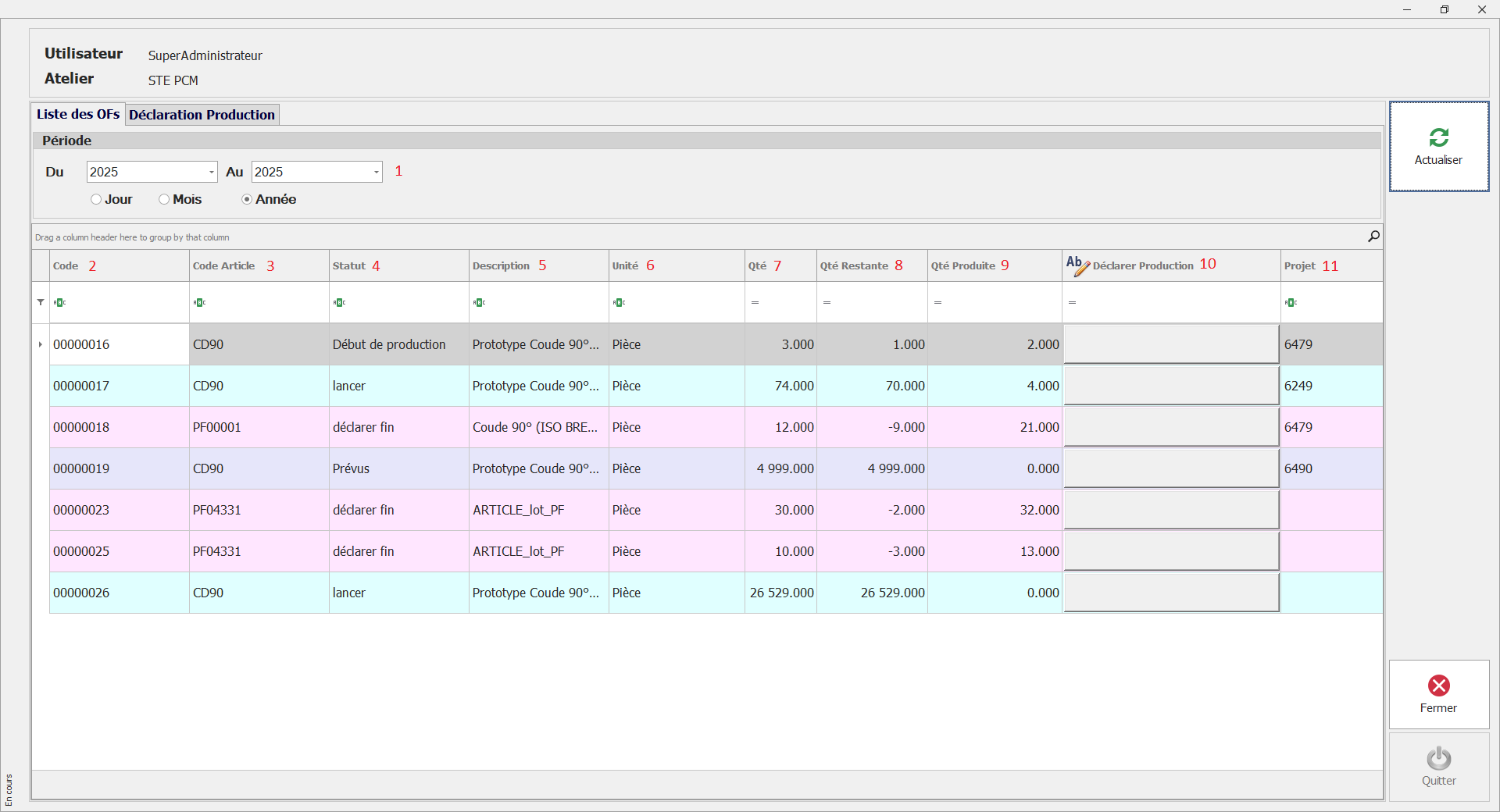
L’interface Liste des OF (ordres de fabrication) constitue le point de départ du module Déclaration Tactile. Elle permet à l'utilisateur de consulter les OF en cours, de suivre leur avancement, de déclarer les productions réalisées, et d’identifier les quantités encore à produire. Elle est filtrable par période (jour, mois, année) pour permettre une vue ciblée et efficace des activités de production.
🔹 Description des champs :
-
Période (Du / Au) :
Ces deux champs permettent de filtrer les OF à afficher selon une plage de dates définie. L'utilisateur peut choisir un affichage par jour, par mois ou par année à l’aide des boutons radio situés juste en dessous. -
Code :
Ce champ affiche le numéro unique de chaque ordre de fabrication. Il sert d’identifiant principal pour les suivis et les traitements. -
Code Article :
Ce champ correspond à la référence de l’article ou du produit concerné par l’ordre de fabrication. Il est essentiel pour identifier le produit à fabriquer. -
Statut :
Le statut indique l’état actuel de l’ordre de fabrication. Plusieurs états sont possibles :
▪️ Début de production – L’OF a commencé.
▪️ Lancer – L’OF est en cours de production.
▪️ Déclarer fin – La production est terminée, une déclaration de fin est attendue.
▪️ Prévu – L’OF est planifié mais pas encore lancé. -
Description :
C’est la désignation lisible du produit à fabriquer. Cela permet aux opérateurs de reconnaître rapidement le type de pièce ou d’article. -
Unité :
Ce champ indique l’unité de mesure utilisée pour l’article (par exemple : pièce). Il permet de standardiser les quantités produites et prévues. -
Qté (Quantité) :
Représente la quantité totale prévue dans l’OF, c’est-à-dire ce qui est censé être produit dans cet ordre. -
Qté Restante :
Affiche la quantité qu’il reste à produire. C’est une aide précieuse pour suivre l’avancement de la fabrication. -
Qté Produite :
Affiche la quantité déjà produite et déclarée. Ce champ peut aussi révéler des anomalies si la quantité est négative. -
Déclarer Production :
Ce champ (vide par défaut) permet à l’utilisateur de saisir manuellement une quantité produite pour la déclarer. Il s’agit de l’action principale de cette interface. -
Projet :
Affiche le numéro ou identifiant du projet auquel l’OF est rattaché. Cela permet un suivi transversal entre fabrication et gestion de projets.
-
Bouton "Actualiser" : Permet de recharger les données en fonction de la période sélectionnée.
-
Coloration des lignes :
-
Bleu clair : OF en cours (statut : lancer)
-
Rose/violet : OF en fin de production (statut : déclarer fin)
-
Gris clair : OF en début ou à l’état prévisionnel
-
12.3.Liste des ordres de fabrication
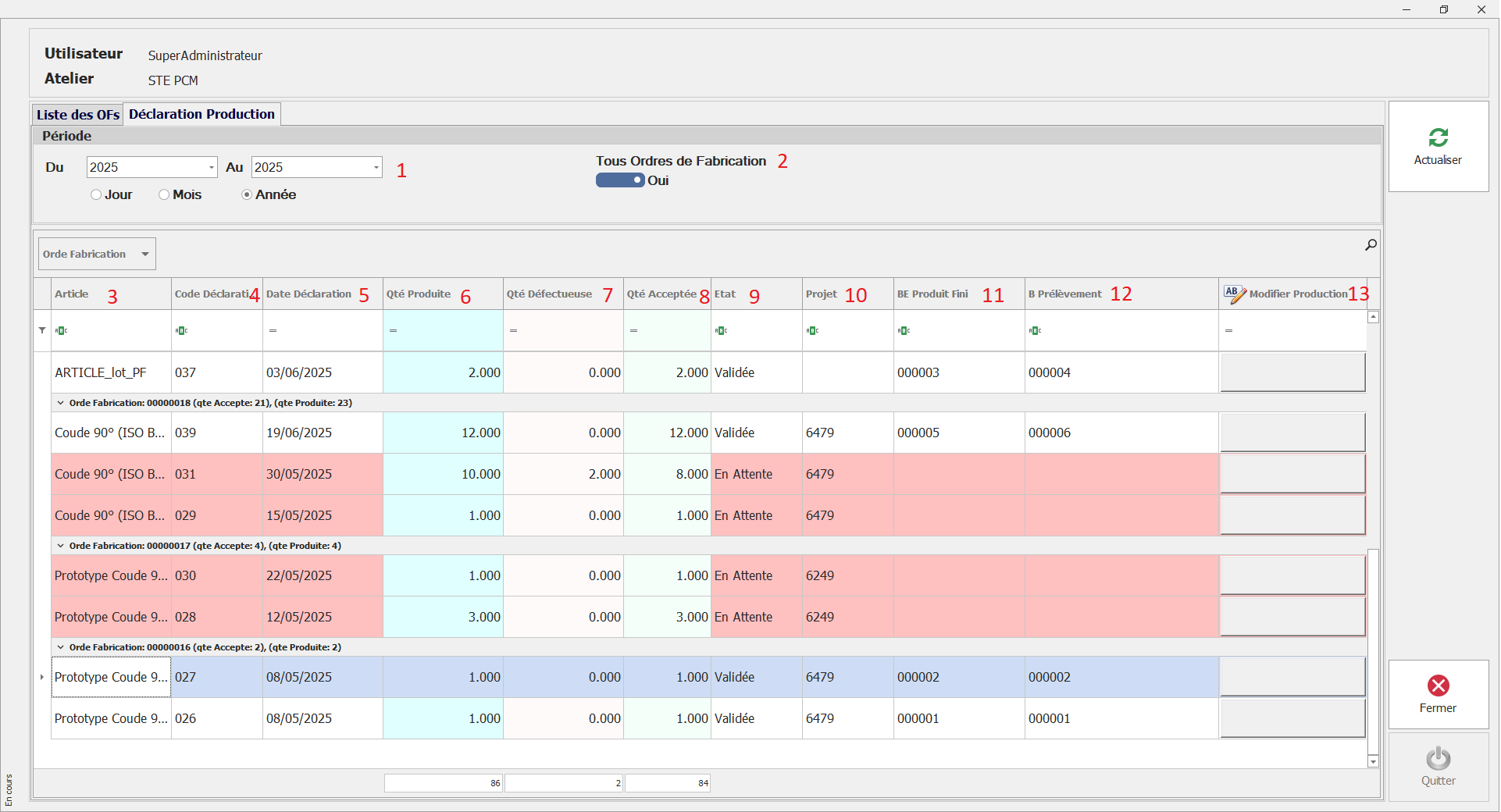
L’interface Déclaration Production permet de suivre, valider et ajuster les déclarations de production faites sur les ordres de fabrication (OF). Elle offre une vision détaillée des quantités produites, des éventuels rejets (défectueux), de l’état d’avancement des productions, et du lien avec les bons de prélèvement et de produits finis.
Elle est essentielle pour le contrôle qualité et la traçabilité dans le processus de fabrication.
🔹 Description des champs :
-
Période (Du / Au) :
Permet de filtrer les enregistrements de production à afficher, en fonction d’une période sélectionnée (jour, mois ou année). -
Tous Ordres de Fabrication (Oui/Non) :
Ce bouton active ou désactive l’affichage de l’ensemble des ordres de fabrication, quelle que soit leur situation.
Si réglé sur Oui, tous les OFs s’affichent ; sinon, seuls ceux actifs ou en cours seront visibles. -
Article :
Affiche le nom ou la désignation de l’article fabriqué. Ce champ permet d’identifier le produit concerné par la déclaration. -
Code Déclaration :
Code ou numéro unique de la déclaration de production. Il est généré pour chaque enregistrement d’une quantité produite. -
Date Déclaration :
Indique la date à laquelle la production a été déclarée. Elle permet de suivre la chronologie des fabrications. -
Qté Produite :
Quantité totale déclarée lors de cette opération de production. C’est la quantité réellement fabriquée par les opérateurs. -
Qté Défectueuse :
Quantité déclarée comme non conforme ou rejetée suite à un contrôle qualité. Ce champ est utile pour analyser les défauts et optimiser les procédés. -
Qté Acceptée :
Quantité acceptée après tri qualité. Elle est égale à la Qté Produite moins la Qté Défectueuse. -
État :
Statut de validation de la déclaration. Les deux états possibles sont :
▪️ Validée – La déclaration est validée et enregistrée dans le système.
▪️ En Attente – La déclaration a été saisie mais pas encore validée (traitement en cours ou en attente de confirmation). -
Projet :
Numéro du projet lié à l’OF. Il permet de regrouper les déclarations par projet de production ou client. -
BE Produit Fini :
Numéro du bon d’entrée du produit fini. Il est généré après validation de la déclaration pour la gestion du stock de produits finis. -
B Prélèvement :
Numéro du bon de prélèvement des matières premières utilisées dans cette production. Permet de vérifier le lien entre consommation et production. -
Modifier Production :
Ce champ est destiné à la modification de la déclaration. L’utilisateur peut y apporter des ajustements (quantité, état, etc.) si nécessaire.
-
Les lignes en bleu correspondent à des déclarations validées.
-
Les lignes en rouge correspondent à des déclarations en attente.
-
Les OFs peuvent être regroupés par numéro pour faciliter la lecture (comme ici avec les en-têtes "Ordre Fabrication : 00000018", etc.).
13.Simulation
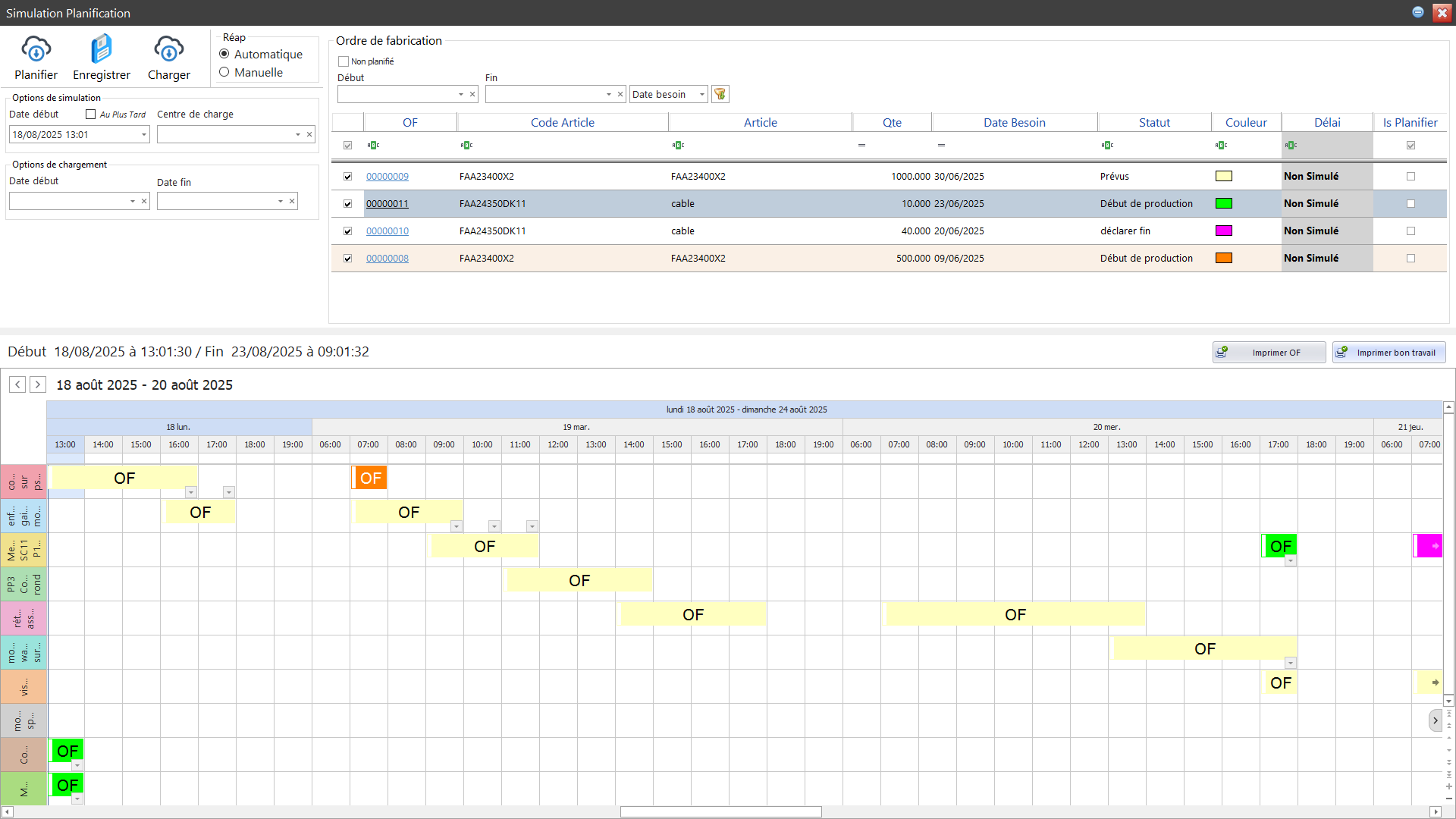
13.1 Simulation Planification
L’interface de simulation permet de simulé la planification les ordres de fabrication (OF) prévus, lancer ou encours.
L’utilisateur peut planifier des OF en cliquant sur le bouton Planifier, puis les enregistrer en cliquant sur le bouton Enregistrer. Il peut également générer les codes-barres des OF cochés en cliquant sur le bouton Charger
Ensuite, en cliquant sur le bouton Imprimer bon de travail, l’interface de Bon de travail ci-dessous s’affiche
En cliquant sur un Ordre de fabrication, l’interface de l’Ordre de Fabrication avec ses détails s’ouvre
🔹 Description des champs et zones
-
Planifier : lance la simulation et propose un ordonnancement.
-
Enregistrer : valide et sauvegarde le plan proposé.
-
Charger : recharge les données pour les OF cochés.
-
Réap (Automatique / Manuelle) : définit le mode de réaffectation des OF :
-
Automatique : le système calcule et positionne les OF en fonction des contraintes.
-
Manuelle : l’utilisateur déplace les OF sur le planning.
-
-
Options de simulation :
-
Date début : point de départ du calcul du planning.
-
Centre de charge : permet de filtrer ou cibler une ressource précise .
-
Au plus tard (case à cocher) : simule un ordonnancement à partir de la date butoir au lieu de la date de début.
-
-
Options de chargement :
-
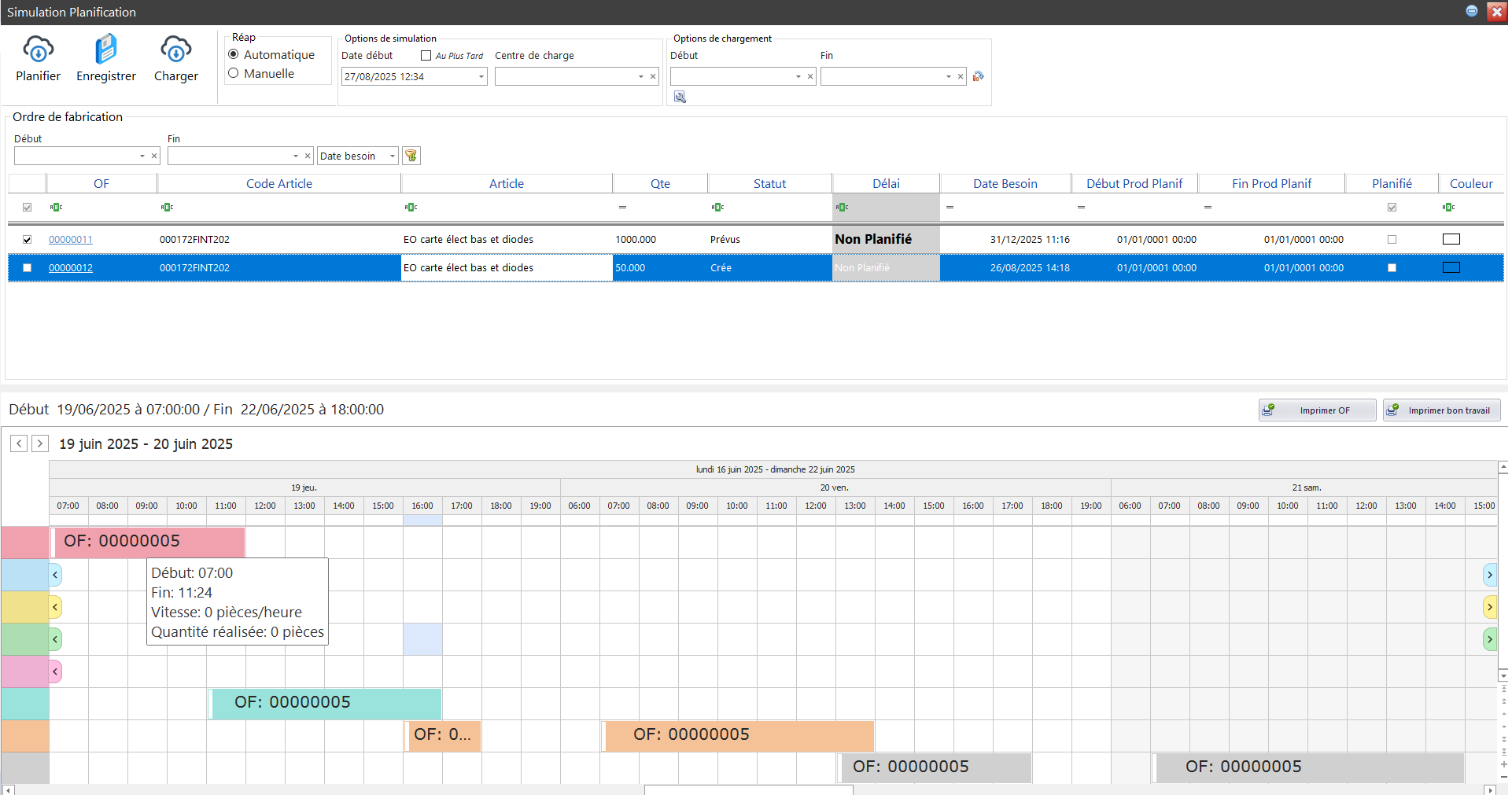
Date début / Date fin : Les bornes temporelles de la période affichée pour la simulation, telles que l'utilisateur force l’OF ou les OF cochés à démarrer ou à se terminer. Une fois l’OF clôturé, celui-ci est comparé à la date de livraison prévue dans l’OF, ce qui permet de déterminer le délai, qu’il s’agisse d’un dépassement ou d’une livraison conforme .
-
-
Code OF : identifiant unique de l’Ordre de Fabrication.
-
Code Article / Article : référence et désignation de l’article à produire.
-
Qté : quantité totale de l’OF.
-
Date besoin : date de livraison exigée.
-
Statut : état actuel de l’OF (Prévu, Début de production, Déclarer fin).
-
Couleur : code couleur affecté pour repérer visuellement l’OF dans le Gantt.
-
Délai : indique si l’OF est simulé ou en retard.
-
Is Planifier : case à cocher pour sélectionner l’OF à inclure dans la simulation.
-
Chaque ligne correspond à une ressource (machine, ligne, atelier).
-
Chaque bloc coloré correspond à un OF affecté à la ressource et à un créneau horaire.
-
Les couleurs reprennent celles du tableau de la liste
-
L’axe horizontal représente le temps (heures/jours).
Le même Interface affiche les détails de l’opération affectée à un poste bien déterminé
En cliquant avec le bouton droit de la souris sur l’opération, cette interface permet d’accéder au
groupe des ressources (Poste de charge)
bon de travail ///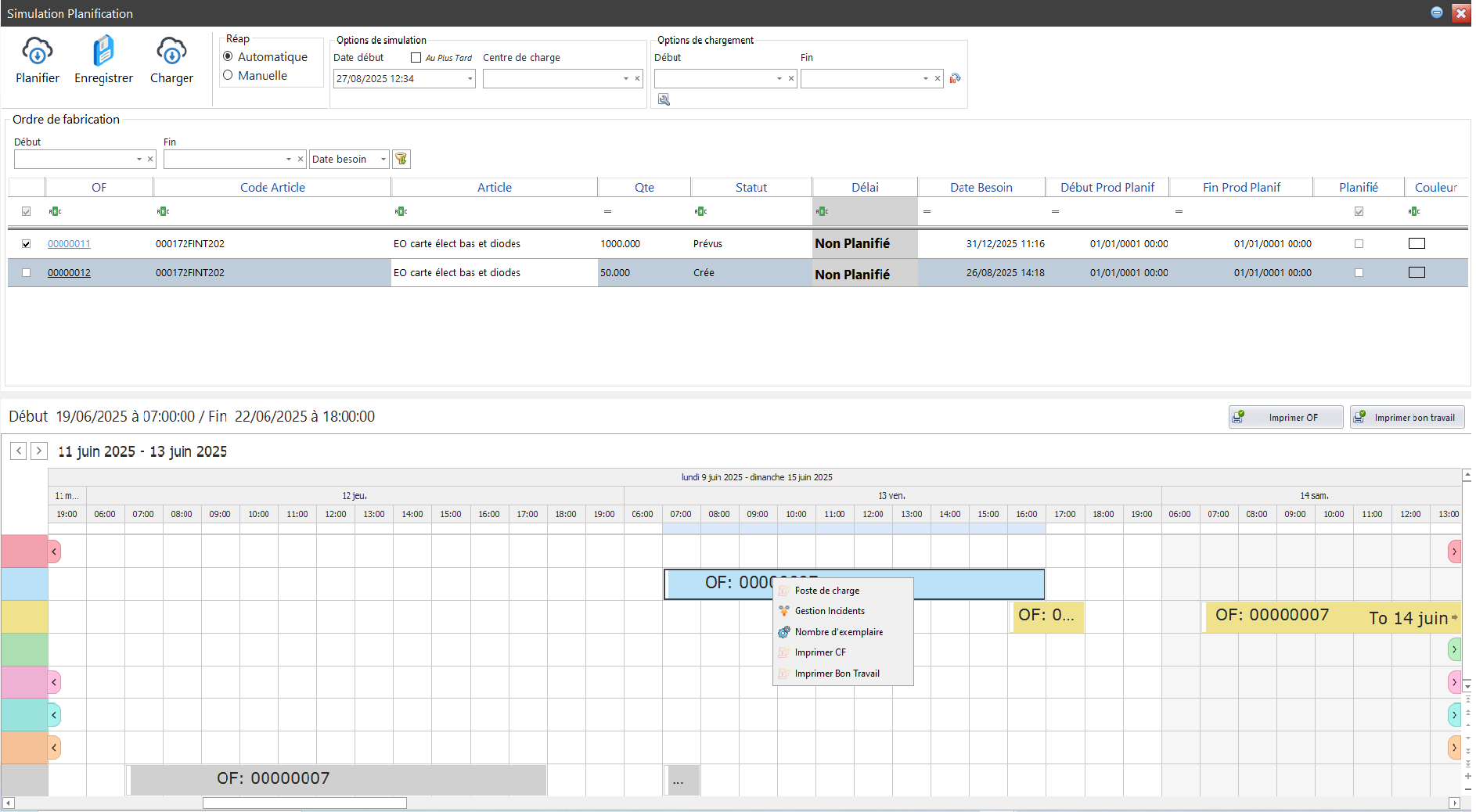
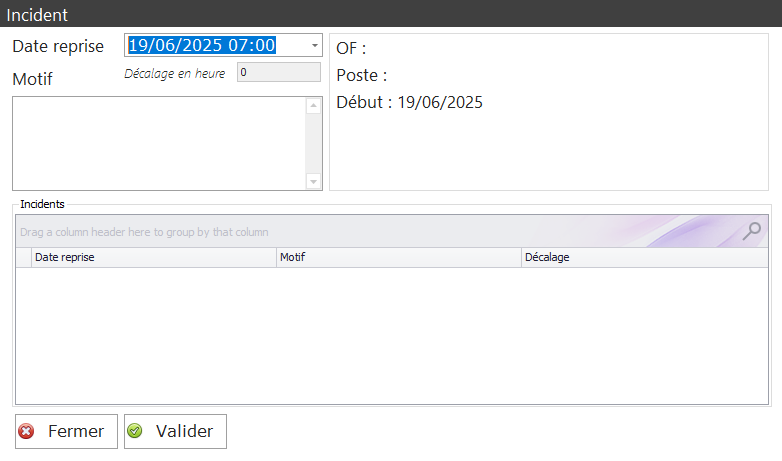
13.1.1 Interface Gestion des incidents
Cette interface permet de gérer les incidents liés aux ordres de fabrication (OF). Elle offre la possibilité d’indiquer la date et l’heure de reprise d’une opération interrompue, de préciser le motif de l’incident, et d’appliquer un éventuel décalage sur la planification. L’objectif est de tracer les interruptions et d’ajuster le planning de production en conséquence
📌 Description des champs
-
Date reprise : champ permettant de définir la date et l’heure de reprise de l’activité après l’incident.
-
Décalage en heure : zone permettant d’indiquer le nombre d’heures de décalage à appliquer sur la planification.
-
Motif : zone de texte libre pour saisir la raison de l’incident (exemple : panne machine, absence opérateur, rupture de stock, etc.).
-
OF : champ informatif qui affiche l’ordre de fabrication concerné par l’incident.
-
Poste : indique le poste ou l’atelier impacté.
-
Début : affiche la date de début de l’incident ou de l’opération concernée.
📋 Tableau récapitulatif (Incidents)
-
Date reprise : reprend la date de fin de l’incident et de reprise des opérations.
-
Motif : détail du motif de l’incident enregistré.
-
Décalage : indique le décalage appliqué sur le planning (en heures).
13.1.2.Interface Nombre d'exemplaire
Cette interface permet de paramétrer le nombre d’exemplaires à générer pour un poste de charge dans le cadre d’un ordre de fabrication. Elle intervient généralement dans la planification et le suivi de production afin de dupliquer ou ajuster les ressources nécessaires
📌 Description des champs et boutons
-
Ordre Fabrication : identifie l’ordre de fabrication concerné par l’opération.
-
Poste Charge : indique le poste de travail ou la ressource de production liée à l’OF.
-
Nombre exemplaire : zone de saisie permettant de définir le nombre d’exemplaires à créer ou à affecter pour ce poste de charge (par défaut 0).
13.1.3.Interface Imprime ordre de fabrication
Cette fenêtre correspond aux options d’impression. Elle permet de choisir la destination ou le mode de sortie du document généré (impression, aperçu, exportation vers fichier, ou édition)
📌 Description des options
-
Imprimante : envoie directement le document vers l’imprimante configurée.
-
Aperçu : affiche un aperçu à l’écran avant impression, permettant de vérifier la mise en page.
-
Fichier : génère un fichier .
-
Édition : ouvre le document en mode édition pour permettre des modifications avant validation finale.
13.1.4.Interface Opération
Cette interface concerne le suivi d’une opération de production dans un ordre de fabrication. Elle permet de visualiser les informations de l’opération, sa période d’exécution, et de mettre à jour l’avancement en pourcentage
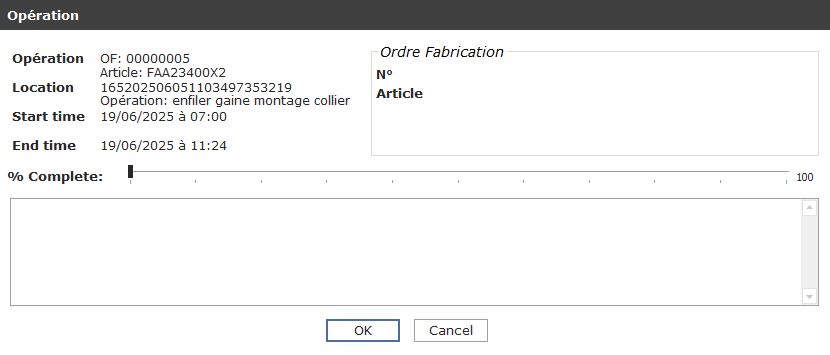
📌 Description des champs
-
Opération :
-
OF : 00000005 → identifiant de l’ordre de fabrication.
-
Article : FAA23400X2 → référence de l’article fabriqué.
-
-
Location : code lié à l’emplacement
-
Opération : description de la tâche à exécuter.
-
Start time : heure et date de début planifiées
-
End time : heure et date de fin planifiées.
-
% Complete : curseur permettant d’indiquer le pourcentage d’avancement de l’opération (de 0 à 100%).
-
Zone de commentaire : champ libre pour saisir des remarques, anomalies ou toute information liée au déroulement de l’opération.
Remarque : On peut optimiser l’avancement de l’opération en changeant l’ordre de l’OF ou en augmentant le nombre d’exemplaires afin de respecter la date de livraison
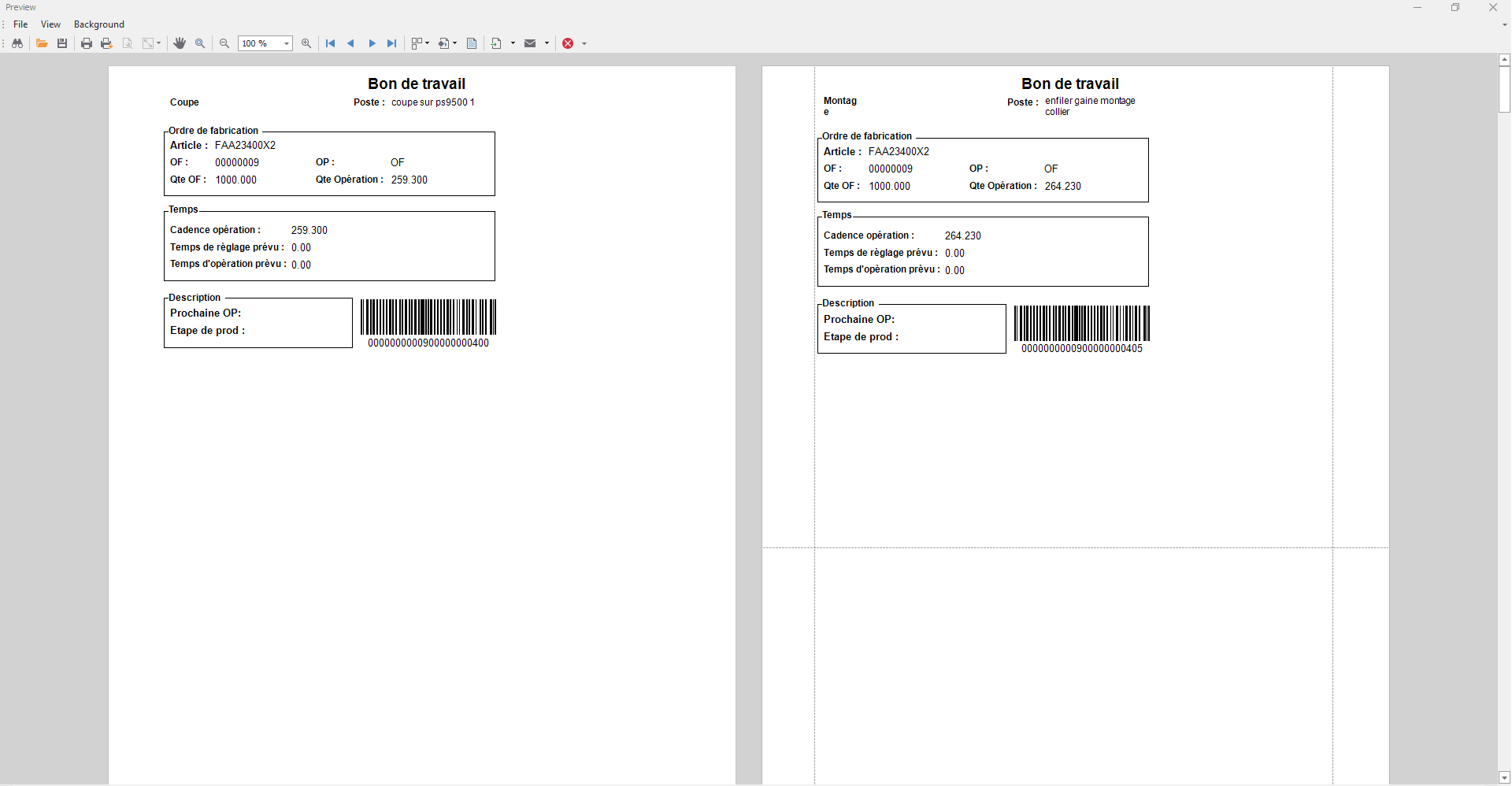
13.2 Bon de Travail
Après la planification de l'Ordre de fabrication, pour chaque Opération de la gamme on généré un bon de travail, Ce bon comporte les détaille Of, les détail opération et un code à barre qui présente une combinaison du code OF et Code Opération sur 11 caractères. Ce code à barre sera utiliser pour la déclaration de production de l'opération
14.Déclaration Production
14.1 Déclaration
Cette interface permet de saisir le code d’une opération de la bon de travail générer ainsi que les quantités produites, acceptées et erronées
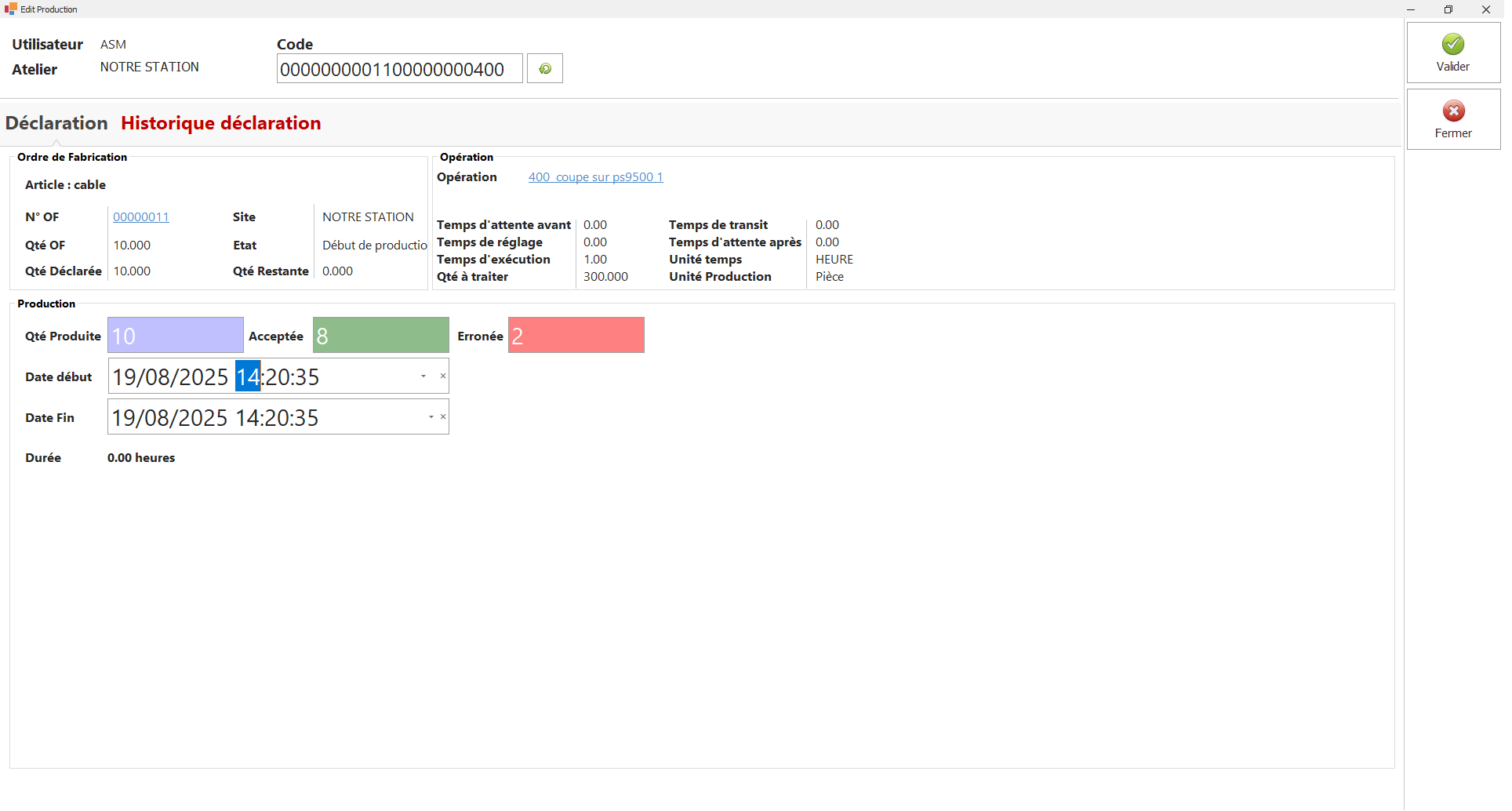
🔹 Description des champs
-
Utilisateur : identifiant de l’opérateur ayant effectué la saisie. .
-
Atelier : station de travail .
-
Code : identifiant unique de la déclaration.
-
Article : référence de l’article fabriqué (ici : câble).
-
N° OF : identifiant de l’Ordre de Fabrication.
-
Qte OF : quantité totale prévue à fabriquer dans cet OF.
-
Qte Déclarée : quantité cumulée déjà déclarée dans cet OF.
-
Qte Restante : quantité encore à produire pour atteindre l’objectif de l’OF.
-
Site / Atelier : emplacement de la production.
-
État : statut du suivi (ex. : Début de production, En cours, Terminé).
-
Opération : code et libellé de l’opération en cours
-
Temps d’attente avant/après : durées non productives
-
Temps de réglage : durée nécessaire pour préparer la machine.
-
Temps d’exécution : durée pour réaliser une unité de production.
-
Temps de transit : délai de passage entre opérations.
-
Unité temps : unité de mesure des temps .
-
Unité Production : unité de fabrication (Pièce ..).
-
quantité à traiter : quantité théorique affectée à cette opération.
-
quantité Produite : quantité totale réellement fabriquée lors de cette déclaration
-
Acceptée : quantité conforme aux normes qualité
-
Erronée : quantité défectueuse
-
Date début : date et heure de démarrage effectif de l’opération.
-
Date fin : date et heure de fin de l’opération.
-
Durée : temps écoulé entre la date de début et la date de fin. .
14.2Historique Déclaration
Cette interface présente l’historique des déclarations de production effectuées par les utilisateurs dans un atelier donné. Elle permet de consulter et de gérer les enregistrements liés aux opérations, en affichant les informations principales telles que le code journal, le journal associé, l’opération, les quantités correctes et erronées, ainsi que les dates de début et de fin
🔹 Description des champs
-
Code Journal : Identifiant unique du journal de production associé à la déclaration.
-
Journal : Nom ou référence du journal lié à l’opération de fabrication.
-
Opération : Indique l’opération de la gamme ou du processus de production concernée par la déclaration.
-
Quantité correcte : Nombre d’unités produites et validées comme conformes.
-
Quantité erronée : Nombre d’unités produites mais jugées défectueuses ou non conformes.
-
Date début : Date et heure de démarrage de la déclaration de production.
-
Date fin : Date et heure de clôture ou de fin de la déclaration de production.